LED路灯透镜设计
路灯透镜
一路灯透镜材料
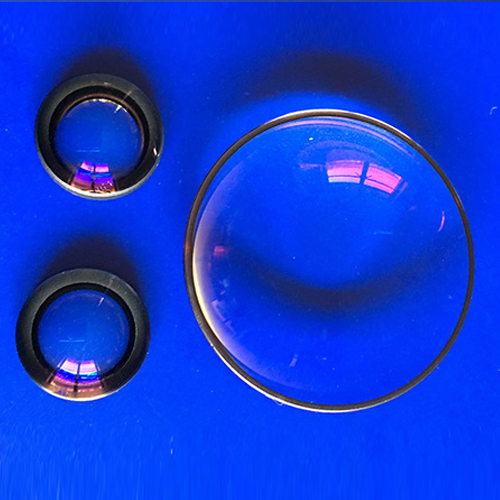
玻璃透镜
A. 因为玻璃材料具有耐高温,穿透率高等特点,目前还是有比较大一部分LED路灯厂在使用它
B.但是玻璃因为质量重、易碎、成本高等不足,而使它的使用范围有一定的局限性;我公司开发的平板玻璃透镜把重量、价格和产能都攻刻了。
C.PC或PMMA材料此两种材料同属于光学塑胶类,可以通过注塑完成产品成型,容易实现非球面聚光,减少光斑的黄晕斑现象; 但是PC及PMMA的穿透率仅次与玻璃,耐温也不及玻璃材料的缺缺点; 但是PC及PMMA就物料及生产成本来讲是具有显著的优势;
二, 路灯透镜的规格
I角度规格
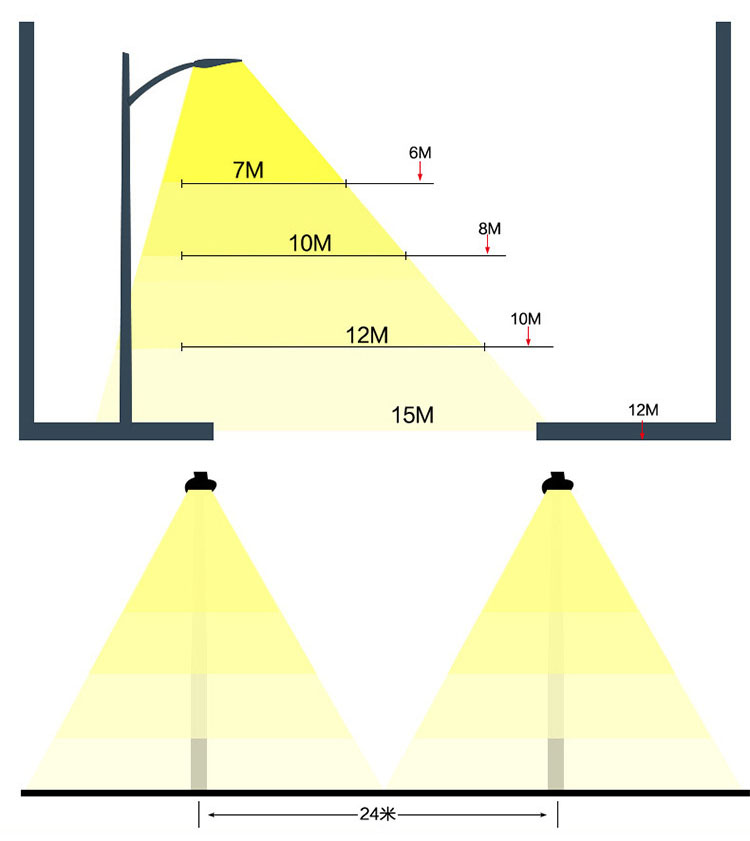
a. 因为不同道路有不同的光学需求,比如:路灯高度、路灯杆之间的距离、道路的种类(主干路、干路、支路、庭院小区等),因此路灯透镜的角度要求也不尽相同;
b. 一般来讲,路灯透镜的聚光角度规格为:60度、80度、100度、120度几种; 1(3( 一般主干路路灯杆高度为10-12M,路灯杆相距为30-35M,由此推算出路灯透镜角度需求为100-120度;
II光斑规格
a.圆形光斑,一般应用于庭院小区道路;照射范围及照度要求不是很高; 2(2( 椭圆形光斑(如仁达光电路灯透镜型号ST-V20H-LT2060)一般应用于机动车或非机动车道,有效克效了圆形光斑照射时,圆与圆相接的地方两侧会有一个暗区,整条道路上,光线没有很好的均匀分布或是圆形光斑的一部分光线超出了道路面而没有真正利用起来; 2(3( 矩形光斑,应用于机动车道,有效地利用LED的光线,聚光后的光线均匀分布在路面上,光斑均匀;
b.路灯透镜相对来说要求的是光线利率及聚光角度以及光斑的均匀度,对于路面上的照度值是否达标,此是路灯厂家需要设计考虑的问题(如功率大小、不同品牌LED的选用、不同LM值的LED选用等)
III透镜外型规格
a.单个透镜
b.以多个的单个路灯透镜组合使用(透镜与LED一对一),这种的优点在于它的使用灵活性;
c.比如:想选多少个LED就使用多小个LED透镜,想怎么排列(lay out)就怎么排列;
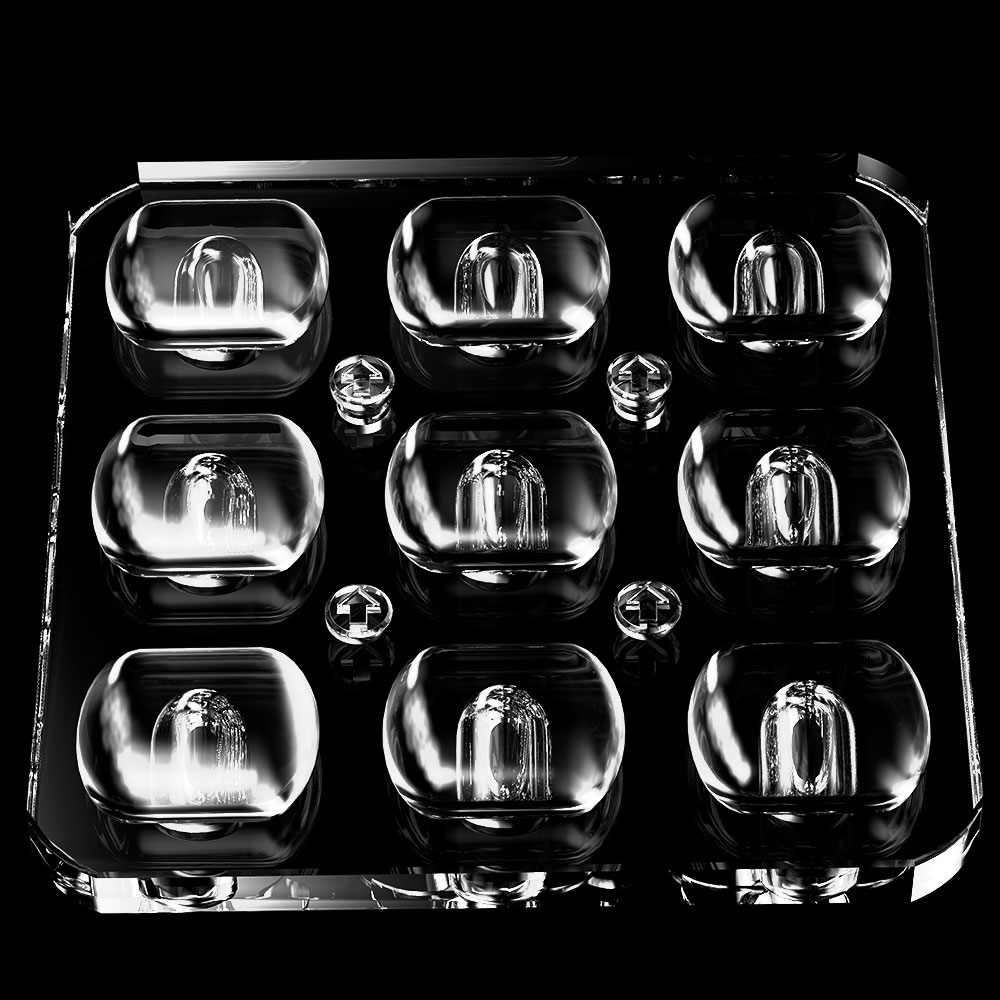
IIII路灯透镜模组(多头)
a.为了有效的利用灯具的空间,降低灯具的结构大小及重量,目前相当一部分厂家都首先路灯透镜模组,其中又以4*7的结构28头为多;
b.路灯透镜模组还可以配合实现灯具的防水结构;
LED道路照明系统的光学设计及发展趋势
1、LED道路照明系统的背景介绍
为了满足城市道路照明设计标准,传统的道路照明灯具往往采用耗电200瓦以上含水银的灯泡。相比之下,到2009年,市场上发光二极管(LED)的光学效率已经超过了100lm/W,这意味着采用LED作光源的路灯,其耗电量将会大大的减少。由于LED的超长寿命、不含汞和节能的特性,采用LED作光源的路灯来取代传统的LPS(低压钠灯)或MH(金属卤化物灯)是很好的选择。目前,LED路灯在世界上各个国家都进行了测试。为了解决能源紧缺和温室气体的排放问题,LED路灯在一些地方已经实用化,其中中国、北美以及欧洲的一些地区和都市的政府进行了积极的推广。
由于市场上出厂的LED大部分都是呈郎伯型(Lambertian distribution)分布,中心光强比较强,而且是对称的圆形光斑分布,不能直接用于道路照明。为了满足城市道路照明设计标准,LED路灯需要进行二次光学设计,以产生一个长方形、均匀分布的光斑,其配光曲线需要呈蝙蝠翼的形状。另外,光学设计的好坏直接决定了LED路灯的效率,有的LED路灯加上了设计不好的二次透镜之后,有些光在透镜里面多次反射后损耗掉了或者是不能配到有效的区域,有些二次透镜虽然光斑形状和均匀度都可以,但出光效率却降低了将近一半。还有,光学设计的好坏也均定了LED路灯有无眩光,有的设计得不好的透镜,虽然也可以产生一个长方形、均匀分布的光斑,配光曲线也可以呈蝙蝠翼,但由于没有采用截光设计,导致沿道路方向75~90范围的出射光还是很多,这样就会给远处的车辆或行人造成眩光。
好的光学设计应充分利用LED光源面积小这一优点,充分考虑光的利用率,将所有从LED芯片发出的光都分配到路面上,形成一个均匀度好、无眩光、配光曲线呈蝙蝠翼的光斑。本文将基于这些因素来探讨LED道路照明系统的光学系统设计及发展趋势。
2、 自由曲面二次光学的设计方法
由于道路照明要求路灯的光斑是长方形,在垂直于道路的方向,其出射的光束是会聚的,而沿着道路的方向,其出射光束是发散的,并且有一个很大的视角。对于这种一个方向是会聚而另一个方向是发散的配光,那么所对应的透镜,其在垂直于道路方向的剖面应该是个正透镜,而沿着道路的方向的剖面应该是个负透镜,所以透镜的整体可以用一个不规则的自由曲面来表述。
利用上述的(1)~(9)关系式,结合曲面控制网格的节点法线矢量的匹配法,可以计算出曲面上各个点的法线矢量,从而得出各点的轮廓线,进而构成完整的自由曲面。具体的曲面控制网格的节点法线矢量的匹配法如以下所述:
当曲面建模完成之后,将透镜的3维模型输入到光度分析软件例如LightTools[4]中进行光线追迹和光度分析,图 5为透镜的计算机模型及光线追迹,这里模拟采的LED模型为光通量
图8为整个LED灯头的计算机建模及光线追迹。因为长方形光斑及蝙蝠翼配光曲线的配光早已在单颗透镜上实现,灯头的结构只要把这些二次透镜模组按照相同的方向排列组装在PCB上即可,这样使得LED路灯的散热比较容易实现。只要这些透镜模组的方向一致,PCB板的形状可以是个种各样的,譬如椭圆形、长方形、星形、花形或动物形,不影响整体灯头的配光结果。
LED灯头在12米远处的光斑形状和照度分布如图9所示,图10为此灯头的光强的远场角度分布,由图中可见,整灯的光斑形状及配光曲线的形状同单颗透镜是一样的,不同的是整灯的照度值和辐射强度值根据LED数量多少乘一个比例。
3、 LED道路照明系统的光学技术的发展趋势
由于所谓的二次光学是在加在LED原有的一次光学透镜之上的用来配光的二次光学透镜,二次光学和一次光学之间或多或少的总存在一些耦合损耗的不利因素。随着封装技术和精密注塑成型技术的进步,用来配光的二次光学和LED芯片可以直接封装在一起,以消除这部分的耦合损耗,即直接在一次光学透镜上作配光。未来LED路灯的配光的趋势有以下两种: 3.1 直接在一次光学透镜上作配光
由于直接在LED的一次透镜上面完成了配光设计,单个LED光学模组的尺寸大大的减小,并且大大减少了二次光学透镜所带来的光效上的损耗,从而可以大大简化LED路灯的装配机构。
图13单颗LED模组的光线追迹
一次光学透镜的曲面计算采用同上述的二次光学透镜的曲面一样的计算方法,计算结合了边缘光学原理以及曲面控制网格的节点法线矢量相匹配的方法,曲面的各网格线的轮廓经计算之后,再利用3维造型软件蒙上蒙皮,填充后生成透镜实体。一次透镜的建模完成之后,再将LED光学模组的实体输入到LightTools软件中进行光线追迹如图13所示。
为整灯的建模及光线追迹,由于没有尺寸较大的二次光学,灯头的结构变得比较简单而且尺寸可以做得比较小(在散热允许的条件下)。灯头的组成只要把这些LED模组按照相同的方向排列组装在PCB上即可。
LED灯头在12米远处的光斑形状和照度分布如图17所示,图18为此灯头的光强的远场角度分布,由图中可见,整灯的光斑形状及配光曲线同单颗透镜是一样的,不同的是整灯的照度值和辐射强度值根据LED数量多少乘一个比例。
3.2一次光学配光透镜的模块化
除了采用分立的二次和一次光学透镜,透镜的配光可以采用模块化的设计,由于透镜采用了模块化的设计,不同数量的模块可以组成不同规格和不同输出功率的符合不同等级道路照明设计要求的路灯。另外透镜模块除了配光的作用之外,还兼顾了防水、防尘,可以直接裸露在外,从而可以省去了最外面的玻璃灯罩,避免了玻璃灯罩所附加的菲涅尔损耗。另外模块化设计的一次配光透镜,由于每个透镜单元的尺寸及透镜单元之间的间距比较小,每个透镜单元可以使用小功率的LED芯片,以解决散热所引起的光衰的问题。
4、结论
本文探讨了一种LED路灯的自由曲面透镜的设计方法,透镜曲面的设计结合了边缘光线原理及曲面控制网格的节点法线矢量的匹配法,设计出来的二次光学透镜的均匀度较好,配光曲线呈蝙蝠翼分布。
由于二次光学和一次光学之间或多或少的总存在一些耦合损耗的不利因素。随着封装技术和精密注塑成型技术的进步,用来配光的二次光学和LED芯片可以直接封装在一起,以消除这部分的耦合损耗,直接在一次光学透镜上作配光是一种趋势。另外透镜的模块化也将是配光技术的一种趋势,由于透镜采用了模块化的设计,采用不同的模块可以组成不同规格和不同输出功率的符合不同道路照明设计要求的路灯。另外透镜模块除了配光的作用之外,还兼顾了防水、防尘,可以直接裸露在外,从而可以省去了最外面的玻璃灯罩,避免了玻璃灯罩所附加的菲涅尔损耗。