MTF的理解
光学传递函数(OTF)包括调制传递函数(MTF)和相位传递函数(PTF)两部分,其中MTF代表物像频谱对比度之比,表明各种频率传递情况,PTF代表目标物经过光学系统成像后相位的变化。
对于镜头成像质量影响最大的是镜头的分辨率和对比度,两者是鱼和熊掌的关系,提高其一必将降低其二。分辨率和对比度又是一个不可分割的整体,对于一系列的黑白条纹,真正能够分辨开他们的是对比度。假如将黑线变亮而白线变暗,最终将不能再分清线条的存在。换句话说,如果在一张白纸上画一根白线的话,是根本无法分辨的。因为没有任何的分辨率可言。因此,去除了对比度而单独讨论分辨率是没有意义的。
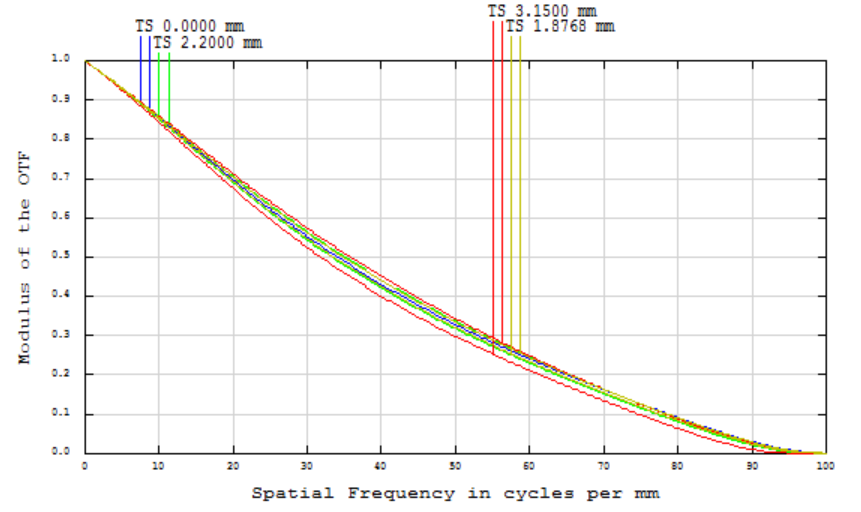
MTF解释了镜头的分辨率和对比度之间复杂的关系,它直接、定量、客观地表述了光学系统的成像质量,是目前公认的分析镜头解像能力比较科学的方法。如图1所示,为典型镜头的MTF曲线,一个理想的镜头能够将通过它的光线100%的传递过去,但是,理想的镜头是不存在的,对于实际镜头,损耗永远是存在的。当从对比度的角度来衡量这种损耗时,它被称为对比度调制度,当测得不同空间频率上的调制度后(比如0-100lp/mm),便得到了镜头的MTF曲线。
图1 典型镜头的MTF曲线图
MTF曲线在低空间频率处(如5或10lp/mm)的读数代表了该镜头的对比度传递性能;在较高(如40lp/mm)或更高空间频率处的读数代表了镜头的锐度性能,即分辨能力。MTF测量原理
目前像质评价的方法有很多,主要的有星点检验、分辨率测量、阴影法、光学传递函数测量等等。MTF测量法作为评定光学系统成像质量的一种方法,不像目视星点检测和分辨率测量法,测量结果很大程度上取决于观察者的分辨差异,MTF测量法能给出定量的判断;而且,在相同的测试条件下,镜头的MTF可以与设计的MTF或其他仪器测量得到的MTF进行对比,故应用广泛。
光学传递函数的基本理论
MTF的测量是基于传递函数的定义,因此,首先我们先来回顾一下光学传递函数的基本含义。
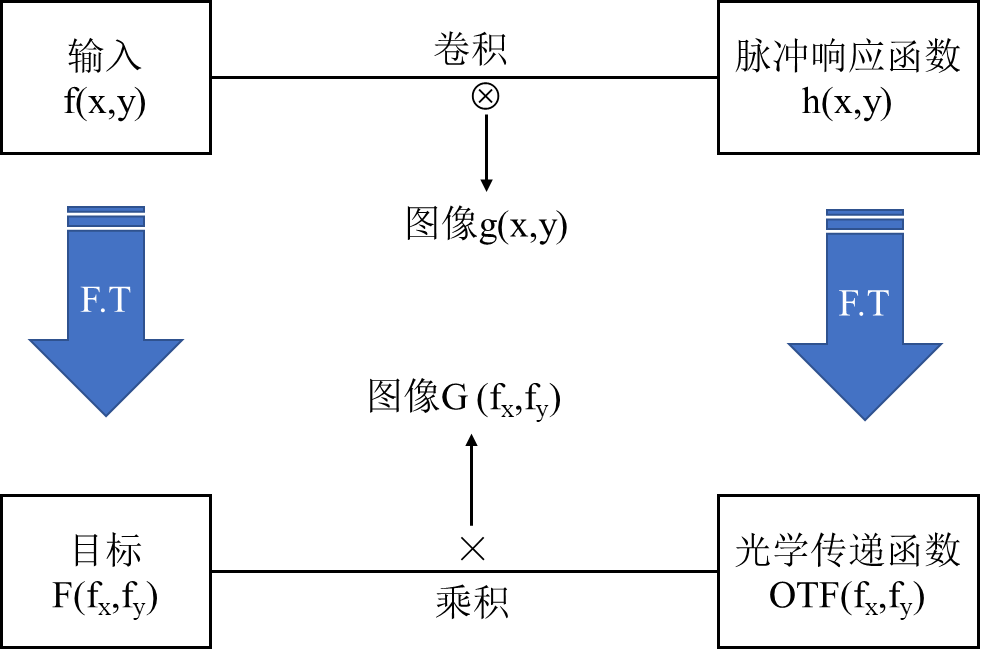
用一个与位置有关的函数h(x,y)来表示脉冲响应的光强分布,用“*”表示成像过程的卷积操作,则一个理想输入f(x,y)经过光学系统成像后在像面的强度分布g(x,y)可以表示成:
OTF是一个包括实数和虚数两部分的复变函数,可以写成
以上关系,可以用图3简化表示:
图2 成像系统输入和输出与光学传递函数的关系
点光源
点扩展函数PSF、线扩展函数LSP、边缘扩展函数ESP是与MTF密切相关的几个重要概念,分别对应测试系统采用点光源、狭缝光源、刃边光源,常用的MTF测试方法也是基于这几个函数之间的关系进行计算。
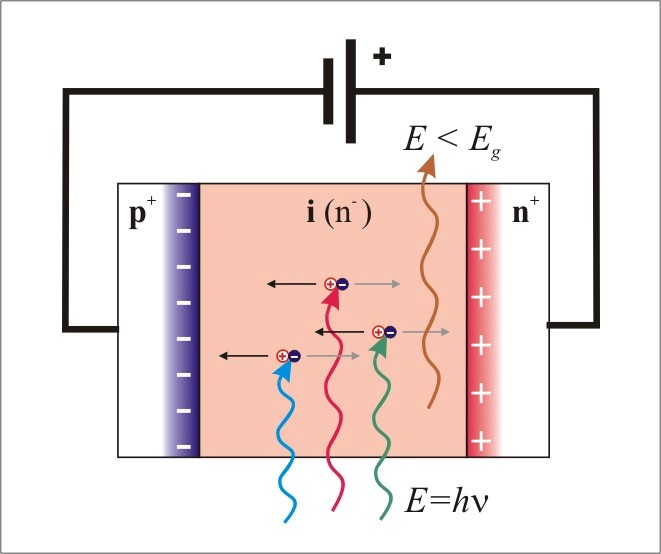
当测试光源为点光源时,一个理想的点光源可以看成在x和y方向上无限小的物体,其能量分布用二维脉冲函数δ(x,y)表示,理想点光源经过光学系统后,由于衍射的限制,所成的像不再是一个理想的点,而是一个弥散斑,称之为星点像。星点像的光强分布即是光学系统的脉冲响应,也就是点扩散函数PSF(x,y),如图3所示。根据上述光学传递函数的基本理论,点扩散函数PSF的傅里叶变换即为光学传递函数OTF,即
图3 点光源成像过程
狭缝光源
PSF是表征成像系统最有用的特征,也是获取MTF的一种方法,而且一次测试可以同时得到子午和弧矢两个方向的MTF。但在实际应用中,由于点光源提供的能量较弱,而且得到理想的点光源比较困难,进行二维光学传递函数计算较为繁琐,所以很少应用。
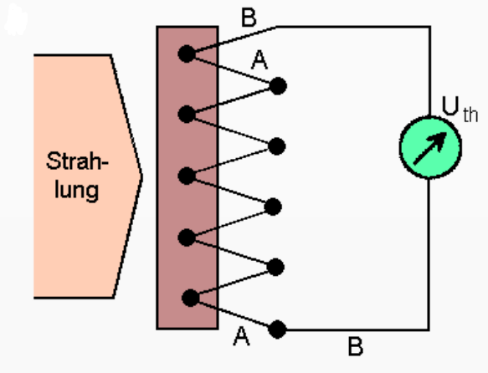
常用的方法是利用狭缝像替代星点像,从而获得线扩散函数及其一维方向上的光学传递函数。如图4所示,狭缝光源可以看成是多个不相干的点光源沿y方向排列而成,狭缝光源可以看成y方向为常量,以x为变量的delta函数,可以表示为
图4 狭缝光源
刃边光源
如果在某些条件下狭缝提供的能量还是不够,那么就需要用到刃边作为光源体,其经过光学系统的二维像光强分布就是边缘扩散函数ESF,可以理解成刃边光源上每条透光带在像的位置产生一个LSF,所有经过唯一的LSF在水平方向互相交叠,累积形成ESF。要从ESF获得MTF,必先对ESF求导得到LSF,
然后由LSF经过傅里叶变换得到MTF。
可以将PSF、LSF、ESF和MTF四者之间的关系用下图概括。
图5 PSF、LSF、ESF和MTF四者之间的关系MTF测量仪光路
下图为典型的MTF测试系统,主要包括光源、基于离轴抛物面反射镜设计的平行光管、目标物(点、狭缝、刃边)、被测系统、大数值孔径的平场复消色差显微镜、CCD及图像处理系统、运动导轨及控制系统等。
图6 典型MTF测试系统图
以点光源为例,点源目标经过被测透镜后形成艾里斑,由于点光源成像后的图像非常小,如果采用CCD直接采集点光源的成像,不利于图像的分析处理,会降低系统的测试精度。因此,在CCD采集图像之前,利用大数值孔径平场复消色差显微物镜将光斑放大汇聚在CCD上。通过图像采集卡将图像传至计算机,形成数字图像。图像处理系统读取图像沿艾里斑直径方向上像素点的灰度值,可以将每行像素点的灰度值数据作为所测得的光通量,用得到的光强分布结果求解光学传递函数。MTF测量仪产品
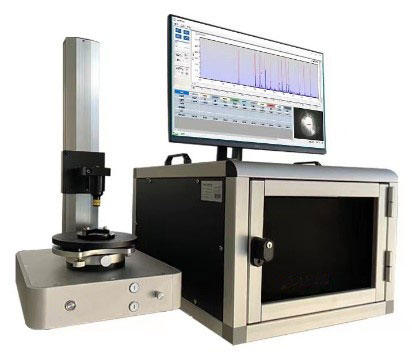
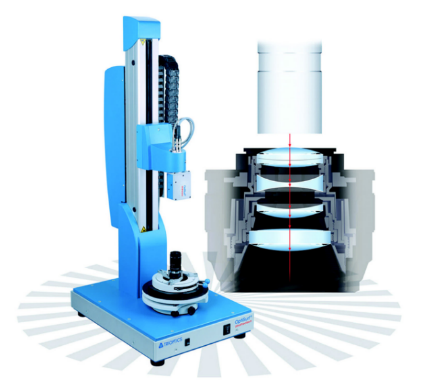
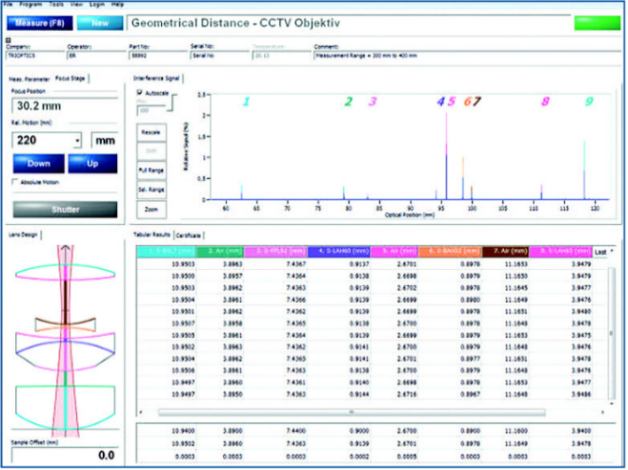
联合光科可为您提供德国TRIOPTICS GmbH公司设计的Image Master®系列光学传递函数测量仪可测量绝大多数光学元件、光学镜头和光学系统中所提到的参数。以Image Master®HR MTF测量仪为例,Image Master®HR是Image Master®光学传递函数测量仪系列产品中的高端产品。
图6 Image Master® HR系统结构示意图
Image Master® HRMTF测量仪主要结构如图6所示,采用立式结构设计,整体结构紧凑一体化,维护保养方便,特别适于手机镜头、数码相机镜头、车载镜头、CCTV镜头等小口径透镜或镜头小批量、高精度的研发和量产应用。可测量光学参数包括镜头的有效焦距EFL,轴上光学传递函数MTF,轴外光学传递函数MTF,离焦光学传递函数MTF,相位传递函数PTF,畸变,色差,像散,视场角,相对透过率,线扩散函数LSF,主光束角度,相对照度和场曲等。
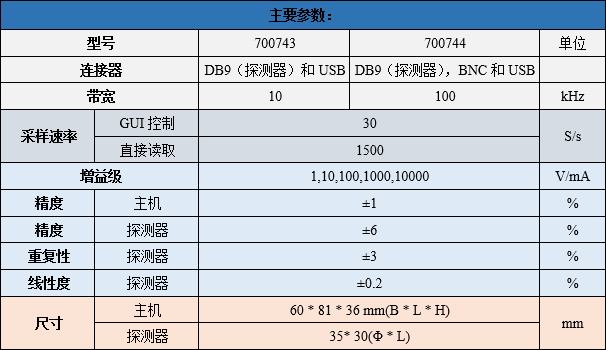
表1 ImageMaster® HR MTF测量仪参数表
ImageMaster® HR主要参数 系统配置 无限-有限共轭系统 有限-有限共轭系统 样品焦距/放大倍率范围 0.5-100mm(可扩展至150mm) 0.001-0.5 视场角 ±105°(可扩展至±110°) ±40°(可扩展至±70°) EFL/放大倍率测量精度 ±0.2% ±0.001 光谱范围 VIS(450-750nm)、NIR(750-1000nm) 最大通光口径 45mm MTF测量精度 ±0.02MTF(轴上)、±0.03MTF(轴外) MTF测量重复性 0.01MTF 空间频率 0-500lp/mm 样品承载重量 2kg 测量方位角 360° 测量模式 全自动

.png)
.png)
.png)

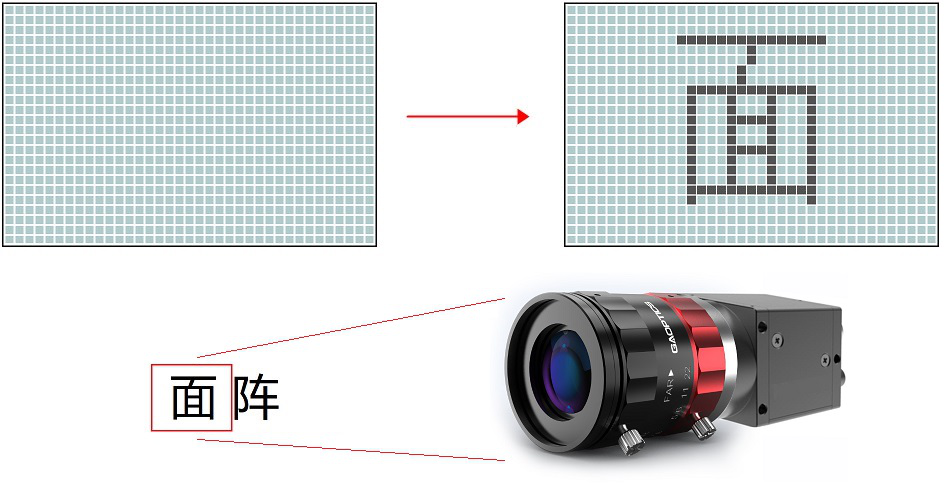
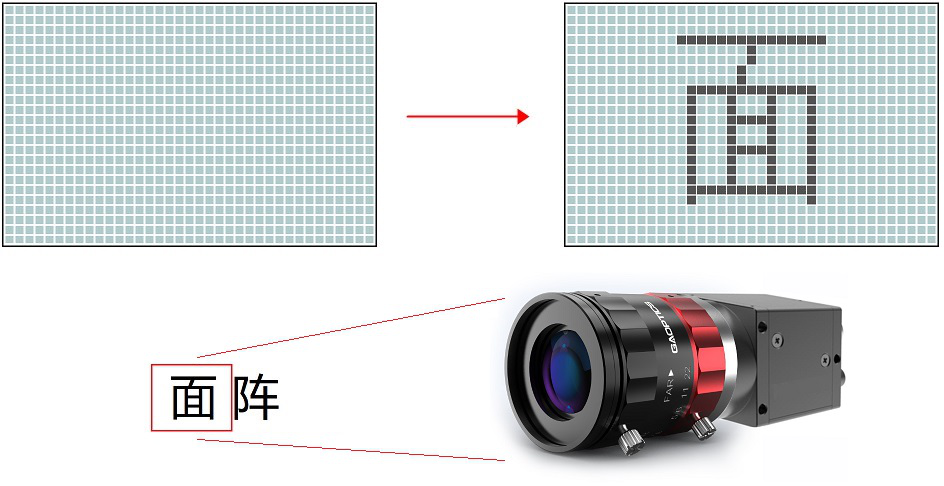 图1:面阵系统示意图
图1:面阵系统示意图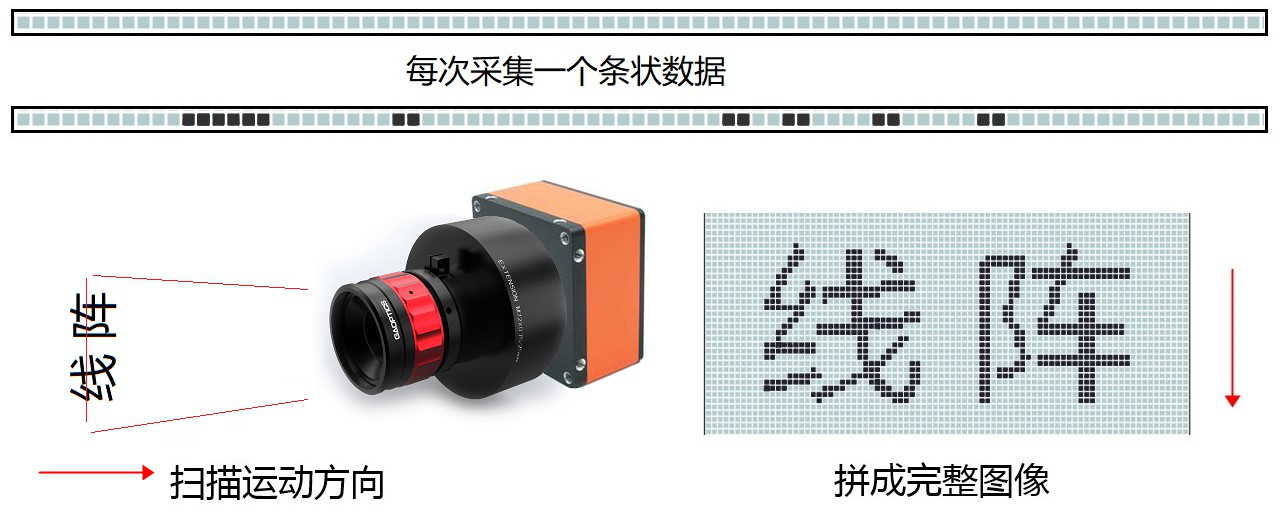 图2:线扫系统示意图
图2:线扫系统示意图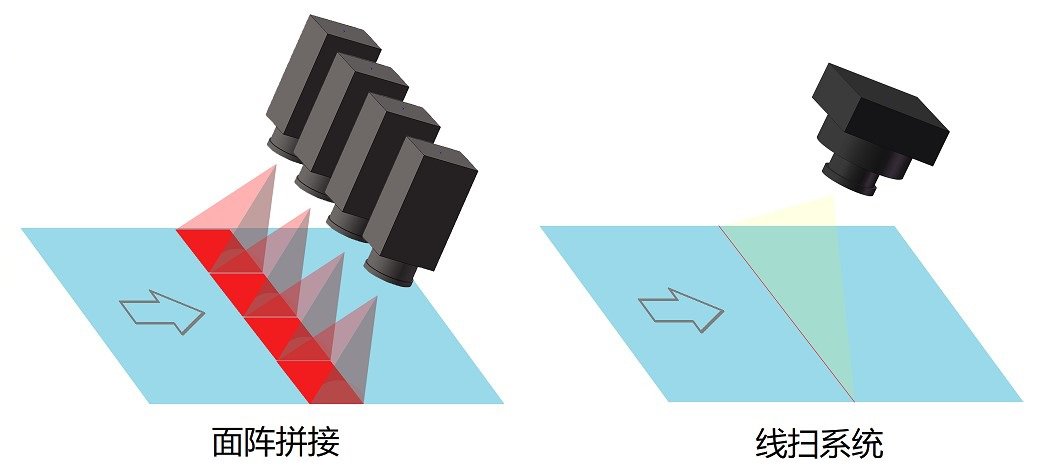 图3:面阵系统与线阵系统的工作原理
图3:面阵系统与线阵系统的工作原理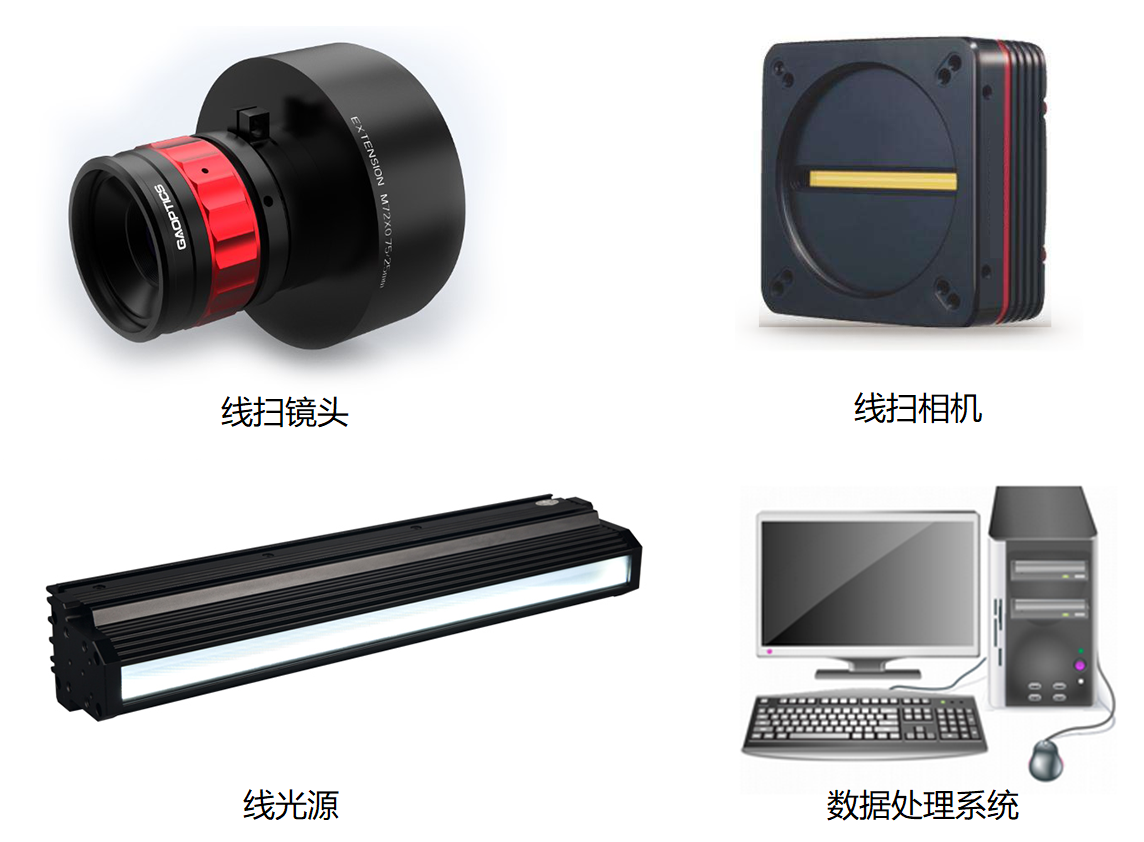 图4:线扫系统主要组成部分
图4:线扫系统主要组成部分 出版印刷检测
出版印刷检测 纸币印刷质量检测
纸币印刷质量检测 纺织品检测
纺织品检测 铁道检测
铁道检测 图9:线扫镜头参数
图9:线扫镜头参数 图10:高光光学V8K线扫镜头
图10:高光光学V8K线扫镜头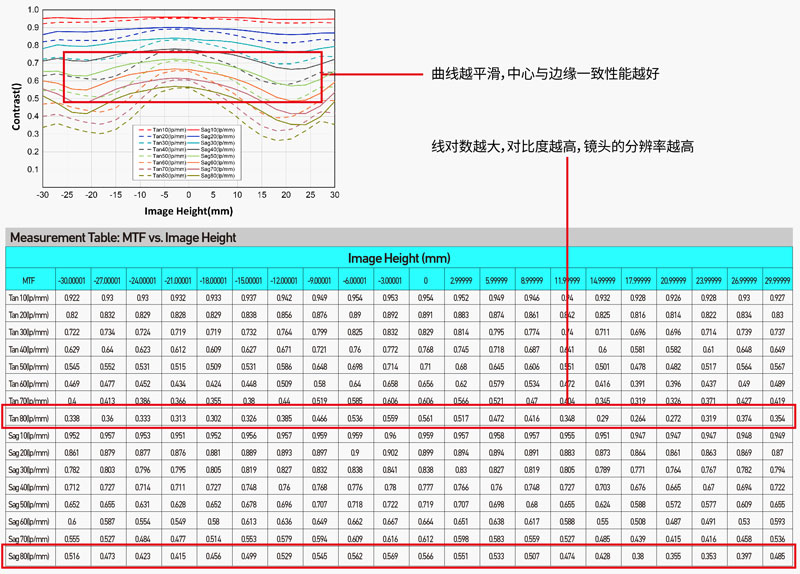 图11:620101镜头 MTF测试数据
图11:620101镜头 MTF测试数据
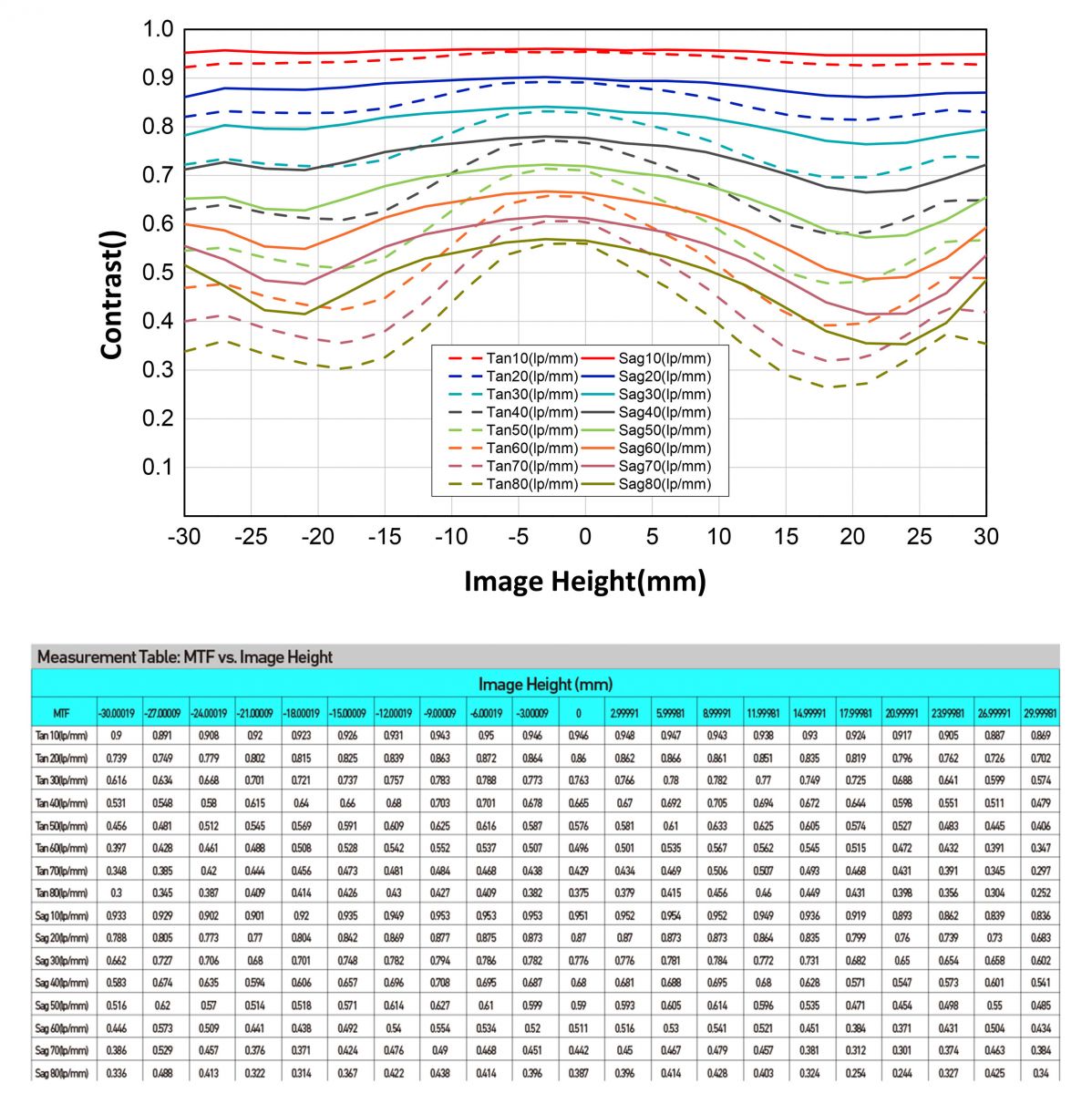 图12:镜头 MTF测试报告展示
图12:镜头 MTF测试报告展示 图13:联合光科部分线扫产品&光源
图13:联合光科部分线扫产品&光源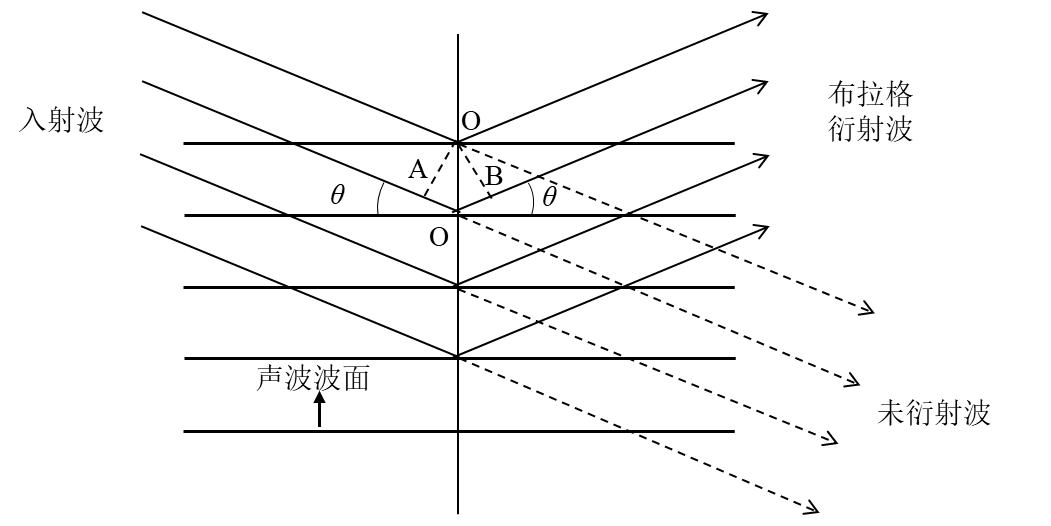

 图1 超声波在介质中的传播示意图
图1 超声波在介质中的传播示意图 

 图2 拉曼-纳斯衍射
图2 拉曼-纳斯衍射




 图3 布拉格衍射
图3 布拉格衍射
 图4 声光Q开关基本结构示意图
图4 声光Q开关基本结构示意图  图5 声光Q开关工作原理示意图
图5 声光Q开关工作原理示意图
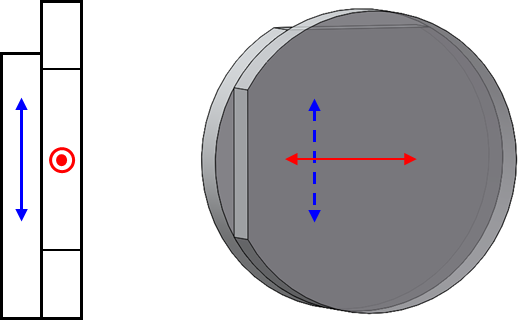

 图2 (a)色差 (b)消色差透镜
图2 (a)色差 (b)消色差透镜

 图3 消色差波片示意图
图3 消色差波片示意图


.png)





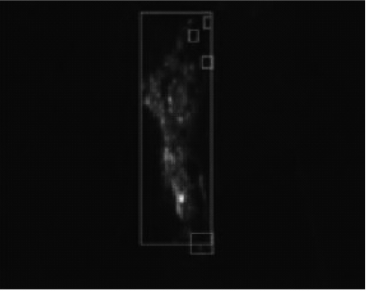
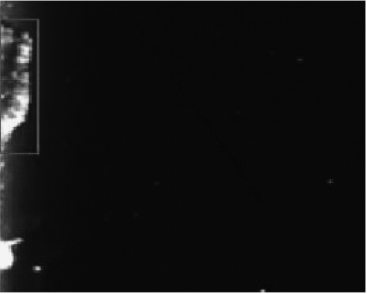

 ▲ ARGOS Fiber Cable QBH端面缺陷检测系统◀ ARGOS 2 光学元件表面疵病检测系统
▲ ARGOS Fiber Cable QBH端面缺陷检测系统◀ ARGOS 2 光学元件表面疵病检测系统


(1).jpg) H(
H( )
).jpg) ,
,.jpg) ,H(
,H(.webp) )分别是
)分别是.jpg) ,
,.jpg) 的傅里叶变换,
的傅里叶变换,.webp) 是频域中沿两个坐标方向的空间频率。函数H(
是频域中沿两个坐标方向的空间频率。函数H((1).webp) )就是光学传递函数(OTF),反映了光学系统对各个频率的传递量。
)就是光学传递函数(OTF),反映了光学系统对各个频率的传递量。.jpg)
.jpg) 即为调制传递函数MTF,而指数部分
即为调制传递函数MTF,而指数部分.jpg) 为相位传递函数。
为相位传递函数。.png)
.jpg)
.png)
.jpg)
.png)
.webp)
.jpg)
.jpg)
.jpg)
.png)
.png)
.webp)
.webp)
(2).webp)
(1).png)
(1).png)
(1).png)
(1).png)
.png)
(1).webp)
.png)
.webp)
.png)
.png)
.png)
.png)
.png)
.webp)
(3).webp)
(2).webp)