| 激光反射镜的简介 |
| |
| 高能激光技术经历了60年的飞速发展,激光系统中的反射镜也承受着越来越高的功率密度,传统的反射镜基片材料、表面镀膜层和表面质量标准等已不能完全适应高能激光系统的需要。激光辐射对反射镜(及其他光学元件)的损伤主要有三种形式:一是因光吸收导致的热效应;二是短脉冲激光辐射造成的介质击穿;三是超短脉冲材料激光下,因极高的峰值功率而直接导致物质化学键破坏。因此,反射镜在传输高能激光束时,由于激光辐射作用及反射镜材料的热膨胀、局部热应力以及反射镜固定时的机械应力等原因,会使反射镜面发生形变,影响光束的传输质量。 |
| 激光反射镜是激光系统中的主要光学元件,包含单点波长激光反射镜、宽带激光反射镜,在激光光学系统中起到反射光线、折转光路等作用。广泛的应用在激光打标、激光焊接、激光微加工、非线性光学和各种以激光为光源的教育科研相关领域等。激光反射镜的好坏直接影响着激光系统的性能。 |
| |
| 激光反射镜技术指标 |
| |
| 在高能激光系统中,制约着反射镜性能的因素已不单单是反射率,还包括了激光损伤阈值、表面质量等。选择激光反射镜时,最重要也是最难选择的是激光损伤阈值。 |
| |
| 激光损伤阈值 |
| 激光损伤阈值是衡量一个光学元件承受光辐射能力的参数,表示可以承受的最大光功率密度(连续光源)或最大能量密度(脉冲光源),单位分别是W/cm2和J/cm2。如下图,是联合光科的Zerodur激光线介质反射镜系列产品的激光损伤阈值及其他部分参数。 |
| |
.png) |
| 图2 Zerodur激光线介质反射镜参数 |
| |
| 连续激光对光学元件的损伤,主要是由光吸收形成的热效应造成的,损伤阈值由最高可承受的激光功率密度表示。 |
.png) |
| ,单位是W/cm2,如,一个功率为100W的连续激光,光斑直径为5mm,则 |
.png) |
| 这样求得的是整个光斑上功率密度的平均值。 |
| 脉冲激光对元件的损伤阈值,通常由最大可承受的脉冲能量密度来表示, |
 |
| ,单位是J/cm2,如,一个单位脉冲能量为0.5J的脉冲激光,脉宽为20ns,光斑直径为5mm,则 |
 |
| ,同样这也是一个平均值。 |
| |
| 对于脉冲宽度为皮秒(ps)和飞秒(fs)的超快激光,由于在激光脉冲内有极高的峰值功率和电场强度,其损伤阈值通常无法从纳秒脉冲的损伤阈值中计算得到,且损伤机制和脉冲宽度有很大关系,不易表征。 |
| |
| 在判断激光反射镜的激光损伤阈值是否满足要求时,有几点需要注意:1. 对于连续激光,对于连续激光,为了保险起见,通常在计算得到的激光功率密度上乘2,来表示高斯光束中心区域的功率密度。2. 对于连续激光,光学元件的激光损伤阈值随波长成比例关系,例如,在532nm处的损伤阈值大约是1064nm处阈值的一半。3. 对于脉冲激光光束,常有一些较高功率的热点,为了保证反射镜不被损坏,建议在计算得到的能量或功率密度乘上2或3倍的安全系数。4. 对于脉冲宽度在微秒(μs)和纳秒(ns)之间的脉冲激光,损伤阈值和脉冲的时域宽度的平方根成比例关系。例如,一个光学元件在1μs脉冲下的损伤阈值,是其在10ns脉冲下损伤阈值的10倍。5. 若激光脉冲宽度在毫秒(ms)和连续激光之间,则要同时满足激光反射镜的连续和脉冲激光损伤阈值。 |
| 表面面型 |
表面面型偏差指的是光学元件表面与理想标准面的偏差量,由光圈或表面平整度来表示。联合光科提供的激光反射镜标准品有两种面型精度,分别是λ/4@632.8nm和λ/10@632.8nm,对于平面反射镜来说,数值越小表示表面越平整。
|
| 表面光洁度 |
| 表面光洁度,表示光学表面的划痕和麻点,越小的值表示划痕和麻点的尺寸越小。对于激光系统,光学元件的高表面光洁度尤为重要,可以有效降低光的散射。联合光科提供的激光反射镜具有高表面光洁度,一般优于20-10,甚至在10-5范围内。 |
| |
| 激光反射镜应用和选型 |
| |
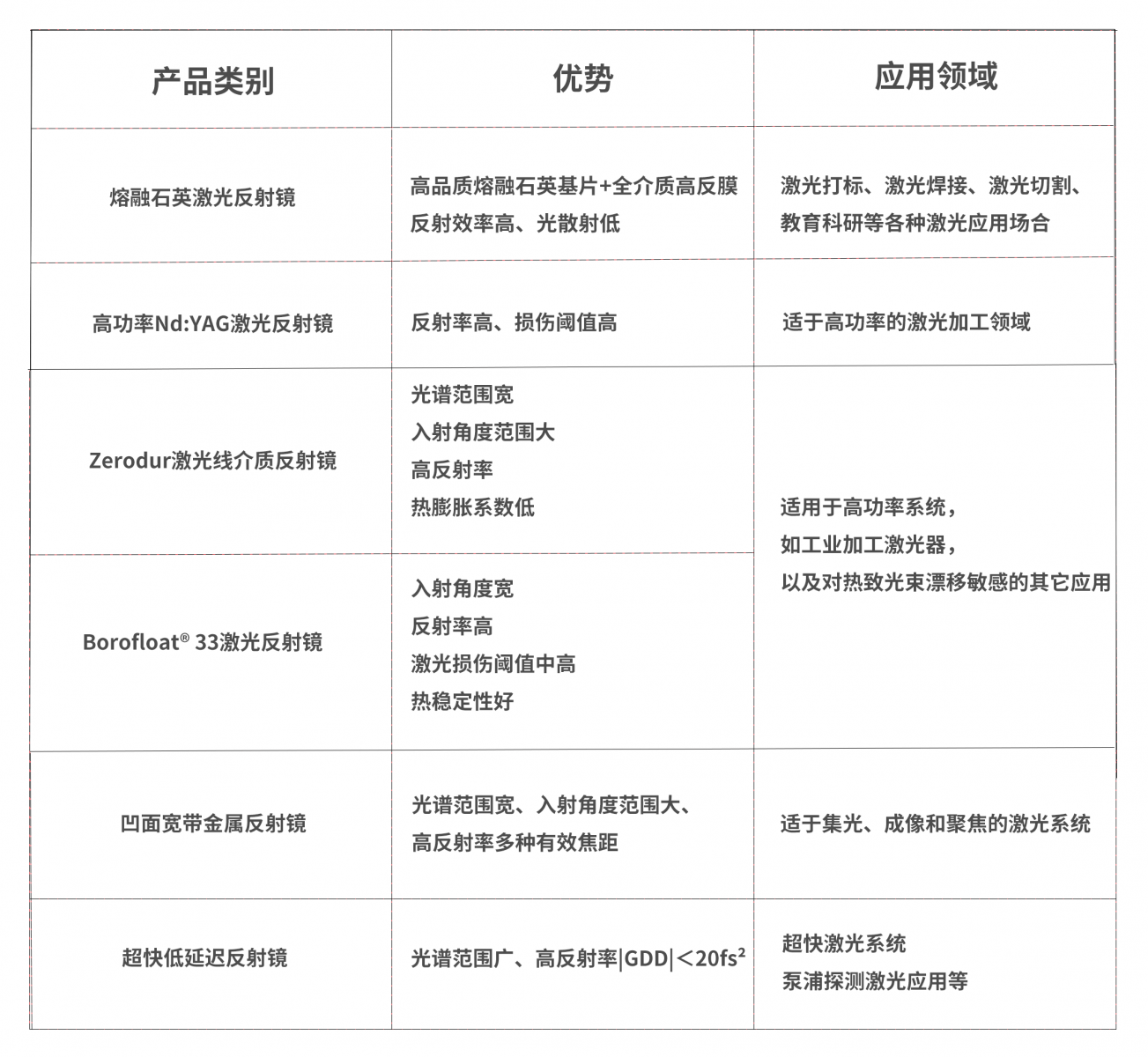
| 激光反射镜被应用于非常广泛的领域,包括:激光器、激光设备、医疗仪器、光通讯等。联合光科可提供多种应用于不同工作场景的激光反射镜,包括:工作波长:355nm、532nm、1064nm、266-20000nm;入射角:0°、45°、0-15°、0-45°;表面面型:λ/4@632.8nm、λ/10@632.8nm;反射率:具有多种不同高反射率大小的激光反射镜,通常反射率>99%;损伤阈值:不同激光类型有多种不同高损伤阈值的产品,如,500W/cm2for CW laser、5J/cm2for 10nsec pulses等;反射镜基底材料:根据应用的波长不同、功率不同、环境不同等因素,可以选择不同的反射镜基底,包括,熔融石英、紫外级熔融石英(UV Fused Silica)、微晶玻璃(Zerodur)、硼硅玻璃(Borofloat® 33)等;尺寸大小:直径为12.7mm、25.4mm、50.8mm和12.5mm、25mm、50mm等各种尺寸反射镜; 选择激光反射镜时,以上基底材料、反射率、面型、损伤阈值、相应工作环境等都是需要考虑的因素。 联合光科可以提供激光反射镜标准品如下:详细请点击链接——激光反射镜 |
| |
|
 |