
-
Oct, Sun, 2023

一文读懂光学元件面型检测报告
现代光学工程向一大一小两个方向发展,“大”是指大口径拼接技术,离轴非球面技术,往往应用于大型望远镜、空间望远镜、惯性制约聚变(ICF)装置。“小”是指亚纳米级高精度面型,低中高频粗糙度,多应用于DUV、EUV光刻设备。 高端光学系统的研制需要高精度检测技术,高精度的检测技术支撑着光学系统的确定性制造和集成,以及光学系统仿真技术。目前行业公认的准则就是没有检测就没有控制,更没有确定性加工。 我们日常接触的光学元件性能参数中的面型规格有λ/4或者λ/10,这个参数是如何测定并且指代哪些具体的物理指标,今天通过本文中的一份面型检测报告来解读。
.png)
目前行业内的面型检测干涉仪产品,主要是Nikon,Zeiss,和Zygo三个品牌。干涉仪的工作原理都是利用准直光线照射标准参考面(平面,球面,非球面)和被测面(平面,球面,非球面)利用两束反射光的干涉成像进行检测,具体细节不再赘述。本文以Zygo的激光干涉仪为例说明面型检测报告中的核心干货。 启动干涉仪的 MetroPro软件,设置好测试程序(如显示剖面线,3D模型,PSD,泽尼克系数等)后就可以启动检测,检测报告页面包含的信息有以下几个方面。 1. PV数据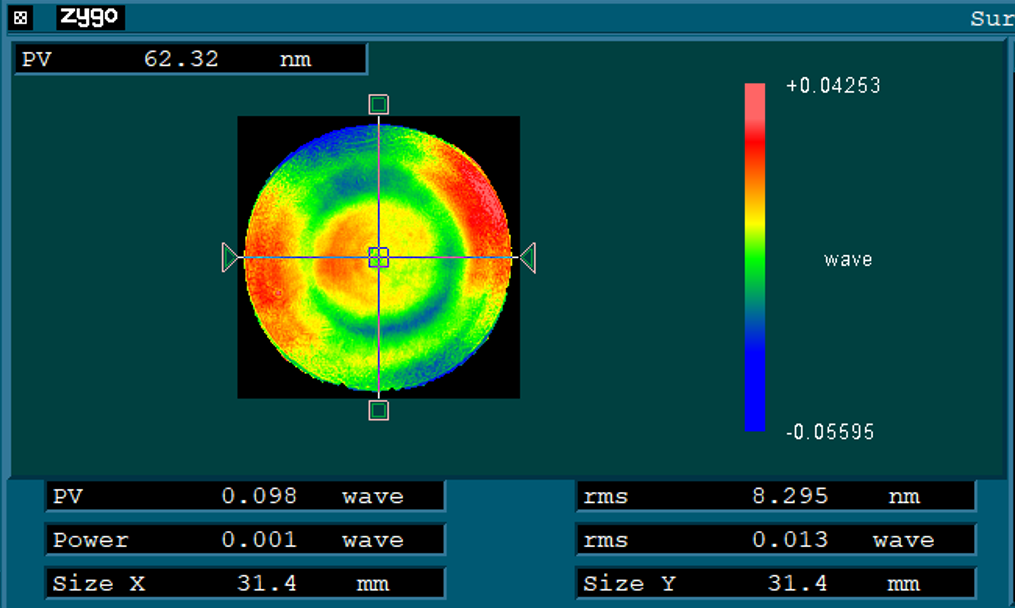 PV值代表被检测表面上的最高点和最低点之间的高度差。RMS为检测区域内N个数据点的平方和除以N以后的开方值,称为均方根。此元件被测面的PV值为62.32nm,rms值为8.295nm。 2. 3D模型
PV值代表被检测表面上的最高点和最低点之间的高度差。RMS为检测区域内N个数据点的平方和除以N以后的开方值,称为均方根。此元件被测面的PV值为62.32nm,rms值为8.295nm。 2. 3D模型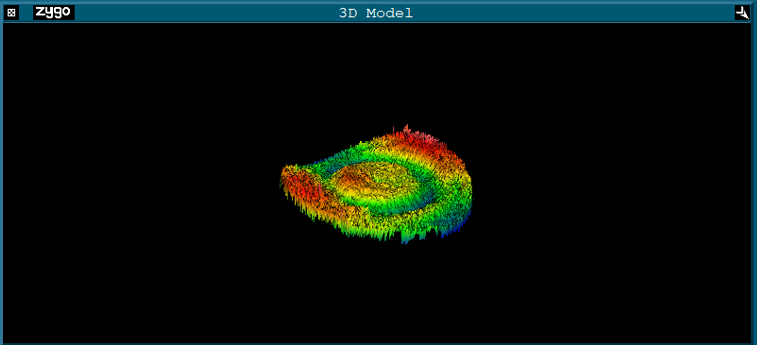 MetroPro软件可以利用被测面的采样数据点转坐标,生成3D模型,直观的表现出面型的凹凸特性。红色为高点,蓝色为低点。 3. PVr数据
MetroPro软件可以利用被测面的采样数据点转坐标,生成3D模型,直观的表现出面型的凹凸特性。红色为高点,蓝色为低点。 3. PVr数据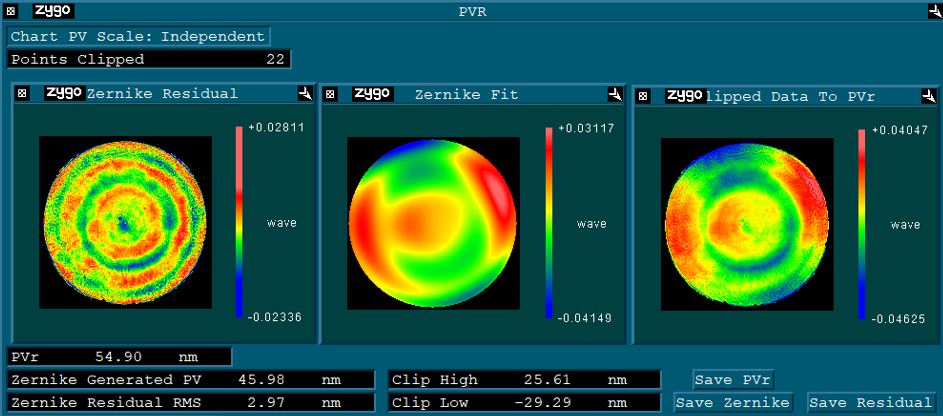 由于干涉仪中使用的探测器的空间分辨率不同,噪声、鬼像条纹和亮点都会对它产生影响,仅用相机上的两个点(峰谷)来表达测量结果可能不是很精确。PVr是一个新提出的稳健振幅参数,它的计算方法是36阶Zernike拟合的PV值+ 3倍残差的均方根值。此元件按照PVr参数计算的数值为45.98+3*2.97=54.9nm。 4. XY轴剖面曲线图
由于干涉仪中使用的探测器的空间分辨率不同,噪声、鬼像条纹和亮点都会对它产生影响,仅用相机上的两个点(峰谷)来表达测量结果可能不是很精确。PVr是一个新提出的稳健振幅参数,它的计算方法是36阶Zernike拟合的PV值+ 3倍残差的均方根值。此元件按照PVr参数计算的数值为45.98+3*2.97=54.9nm。 4. XY轴剖面曲线图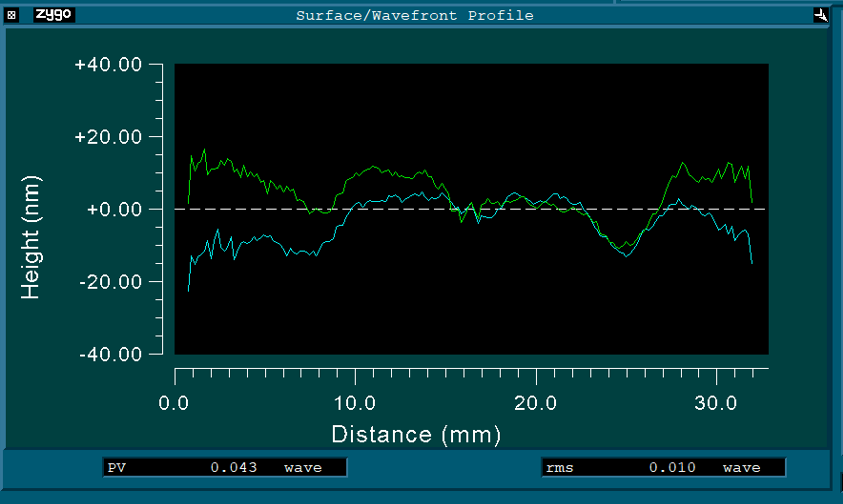 在第一部分的PV数据图中,被检测面的X和Y坐标轴的剖面数值曲线显示在此图中,绿色线表示X轴,蓝色线表示Y轴。 5. 干涉条纹图
在第一部分的PV数据图中,被检测面的X和Y坐标轴的剖面数值曲线显示在此图中,绿色线表示X轴,蓝色线表示Y轴。 5. 干涉条纹图 这个干涉条纹就是被测面和基准面的干涉条纹图像,理想的干涉条纹应该是等间距且平行,条纹的偏转情况代表着被测面与基准面的凹凸关系。 除了小型标准光学元件(直径<100mm)的入库质检,在大型光学元件的制造过程中,干涉仪还起到过程监控的作用,由于大型光学元件材料比较昂贵,每道加工工序都要求严格控制。大型光学元件加工过程为粗磨、精磨和抛光这三道工序,粗磨和精磨工序需用三坐标进行外形尺寸测量,抛光工序主要用干涉仪监测工作面面型。 联合光科销售的现货标准光学元件在入库前,都会使用干涉仪检查元件工作面是否符合面型规格要求,普通光学元件工作面面型精度不低于λ/4,高精度产品的工作面面型精度不低于λ/10,我们确保我们的现货标准光学产品符合标称面型指标。
这个干涉条纹就是被测面和基准面的干涉条纹图像,理想的干涉条纹应该是等间距且平行,条纹的偏转情况代表着被测面与基准面的凹凸关系。 除了小型标准光学元件(直径<100mm)的入库质检,在大型光学元件的制造过程中,干涉仪还起到过程监控的作用,由于大型光学元件材料比较昂贵,每道加工工序都要求严格控制。大型光学元件加工过程为粗磨、精磨和抛光这三道工序,粗磨和精磨工序需用三坐标进行外形尺寸测量,抛光工序主要用干涉仪监测工作面面型。 联合光科销售的现货标准光学元件在入库前,都会使用干涉仪检查元件工作面是否符合面型规格要求,普通光学元件工作面面型精度不低于λ/4,高精度产品的工作面面型精度不低于λ/10,我们确保我们的现货标准光学产品符合标称面型指标。