成像镜头是光学产品的重要的组成部分,它的作用是将目标物体成像在图像传感器上。本文将继续对成像镜头的参数和术语进行说明解释,帮助我们更好的理解镜头的性能特点,针对不同的应用场景完成镜头的选型搭配。
- 焦距:
定义:焦距是指镜头的光学中心(光学后主点)到成像面焦点的距离,焦距是光学系统中衡量光的聚集或发散的度量方式。
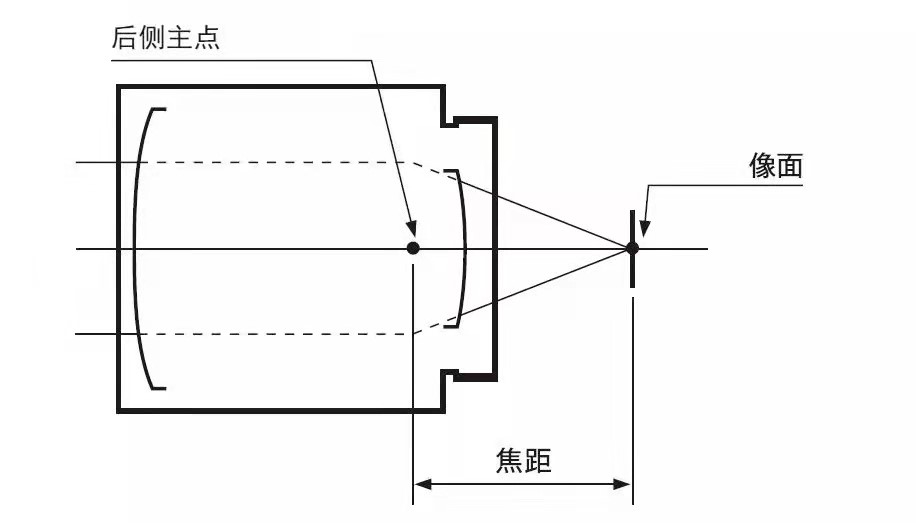
平行光通过镜头汇聚于一点,这个点就是所说的焦点,是镜头的重要性能指标。一般常用的工业镜头的焦距为8mm、12mm、16mm、25mm、35mm、50mm等。焦距的大小决定着视场角的大小,焦距数值小,观察的范围大;焦距数值大,视场角小,观察范围小。
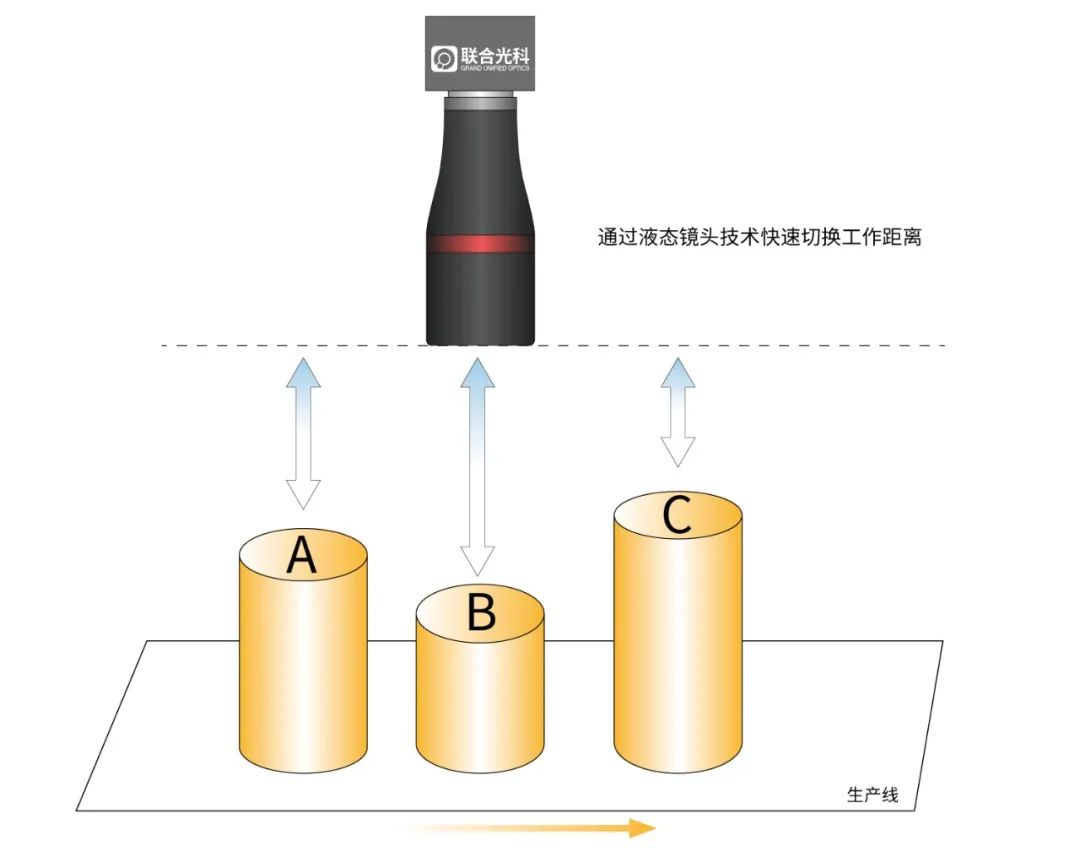
如何选择合适的焦距的定焦镜头?请看镜头工作距,离焦距,传感器和视野尺寸的计算关系。
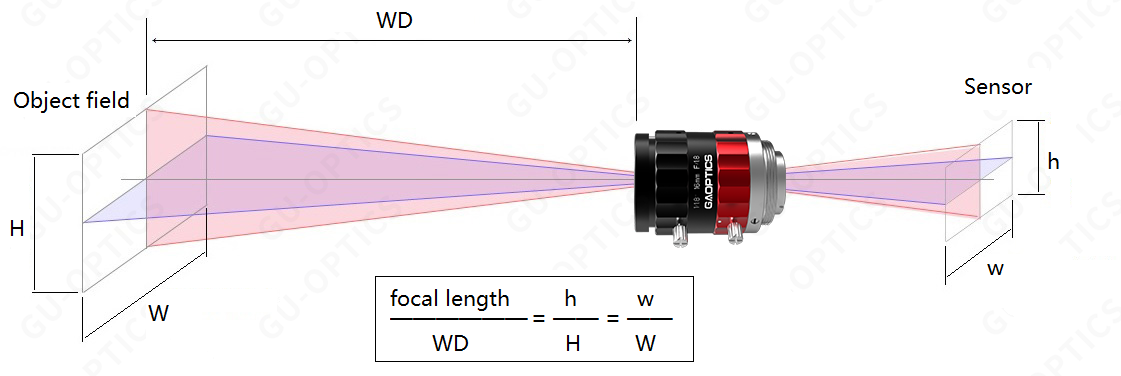
图1:镜头焦距与工作距离选择
.png)
后焦距:镜头最后一个镜片表面顶点到焦点的距离。因对焦时镜头后镜片可能移动,一般标注无穷远对焦时的后焦距,也就是最小后焦距,有限距离成像时后焦距会增大。
2.光圈与景深:
光圈定义:光圈F值又称为光圈数,是镜头焦距与有效孔径(即光圈)之比。
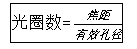
F值衡量光学系统通光量的大小。F值越小进入系统的光线就越多,图像亮度越高。
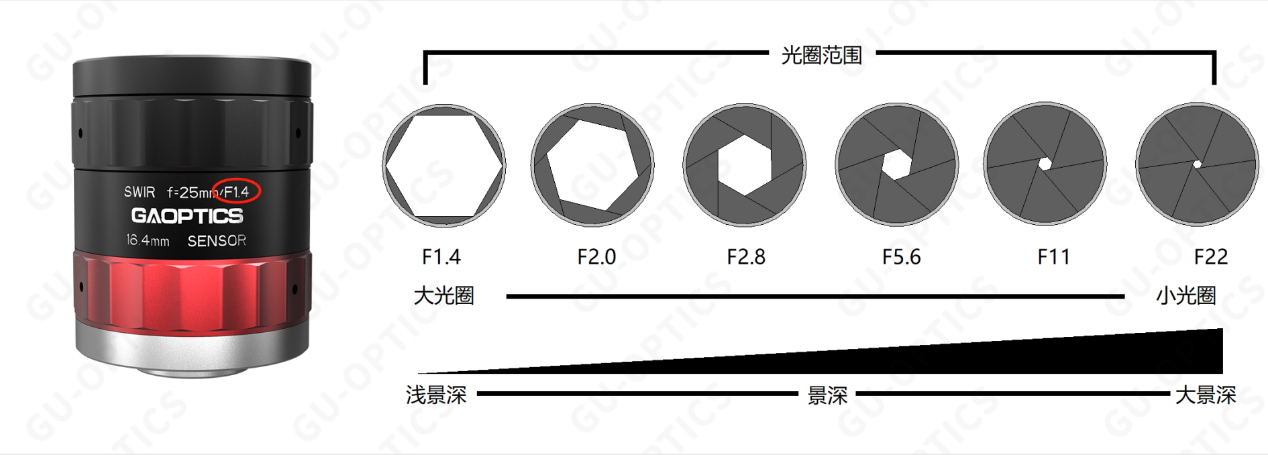
图2:光圈与景深
一般镜头会标注最小光圈数,即最大通光孔径。如F1.4,F1.8,F2.0等。
光圈的调节会有两个主要影响:成像亮度与景深。
光圈越大,进入系统的光线越多,图像亮度越高;光圈越小,进入系统的光线越少,图像越暗。
光圈越大,景深越小,虚化明显;光圈越小,景深越大。
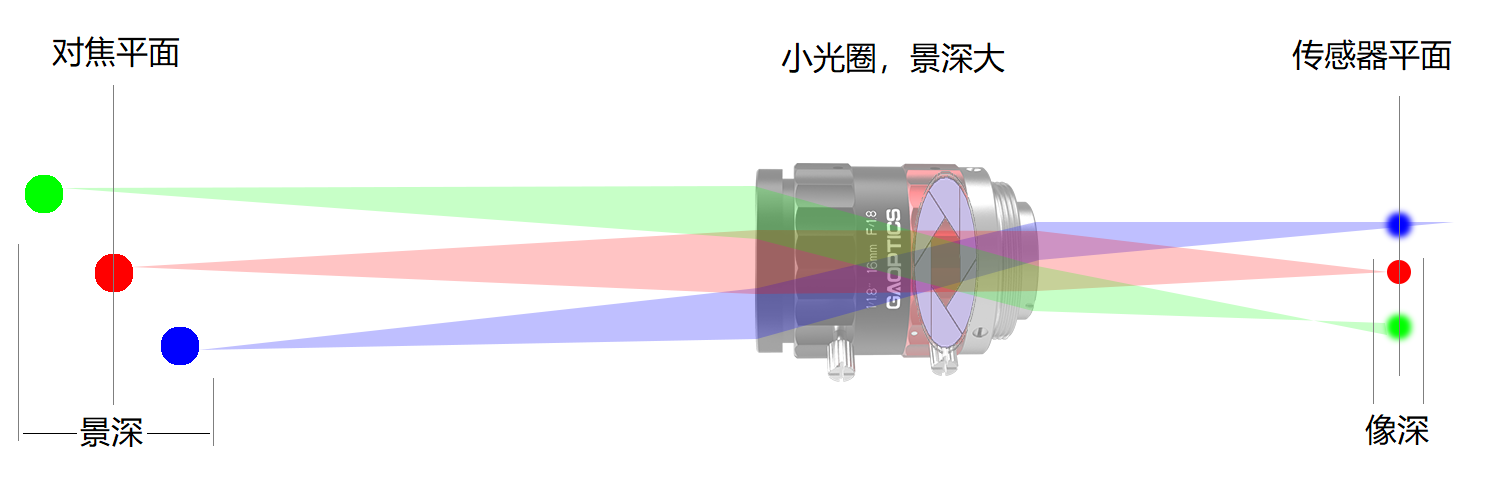
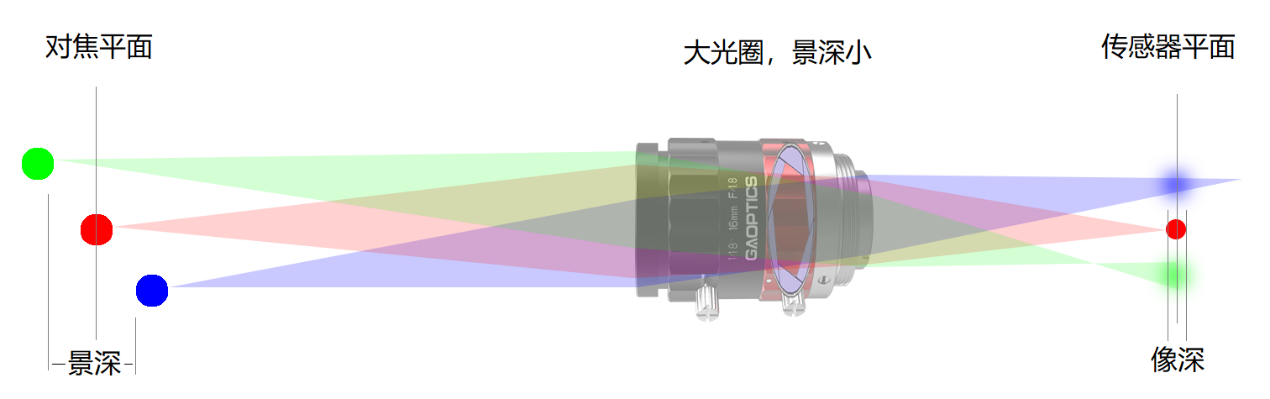
图3:大光圈通光量大,景深小虚化明显
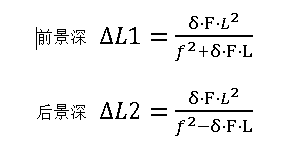
景深定义:
镜头对某一物平面对焦后,在对焦平面的前后都有一段能清晰成像的范围,分别称为前景深和后景深。景深=前景深+后景深;
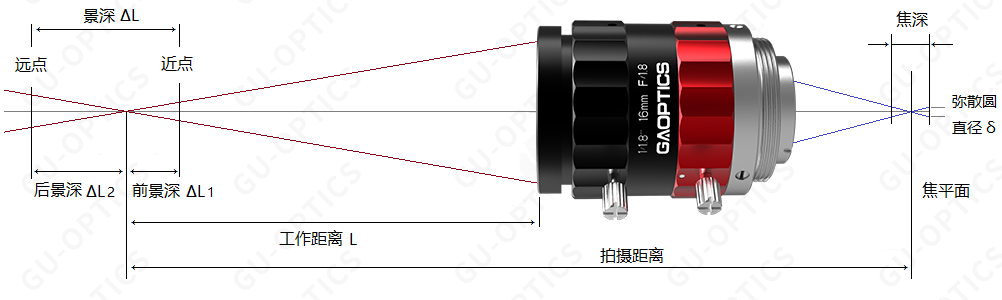
图4:景深与焦深
成像光束未会聚于一点,在像平面上形成一个扩散的圆形投影,称为弥散圆。
景深ΔL=ΔL1+ΔL2
δ:弥散圆直径;
f :焦距;
F:光圈F值;
L:工作距离;
减小光圈(增大F值)、增加工作距离、选择小焦距镜头均可使景深增加。
3.视场角:
定义:以光学镜头为顶点,以被测物体通过镜头的较大成像范围的两边缘构成的夹角叫做视场角。
视场角的大小决定了镜头的视野范围,视场角越大,视野就越大,光学倍率也就越小。
视场角与传感器尺寸有关,镜头的视场角应标明标准传感器尺寸。
以联合光科16mm 2/3″ 5M 定焦镜头 为例:
| 传感器尺寸 | 视场角
(对角×水平×垂直) | 对象大小
(在最近对焦距离处) |
| 2/3″ | 38.0°×30.8°×23.4° | 145.6×116.5×87.3mm |
| 1/2″ | 28.1°×22.7°×17.1° | 105.9×84.6×63.5mm |
| 1/3″ | 21.3°×17.1°×12.9° | 79.4×63.5×47.6mm |
表1:16mm镜头传感器与视场大小
使用某一款相机,在相同工作距离下拍摄,不同焦距的镜头也会有不同的视场角。

图5:同款相机,相同工作距离,不同焦距的拍摄效果(注:图中所标为水平视场角)
视场角与焦距有关,在使用相同感光元件的情况下,搭配的镜头焦距越长,视场角越小。
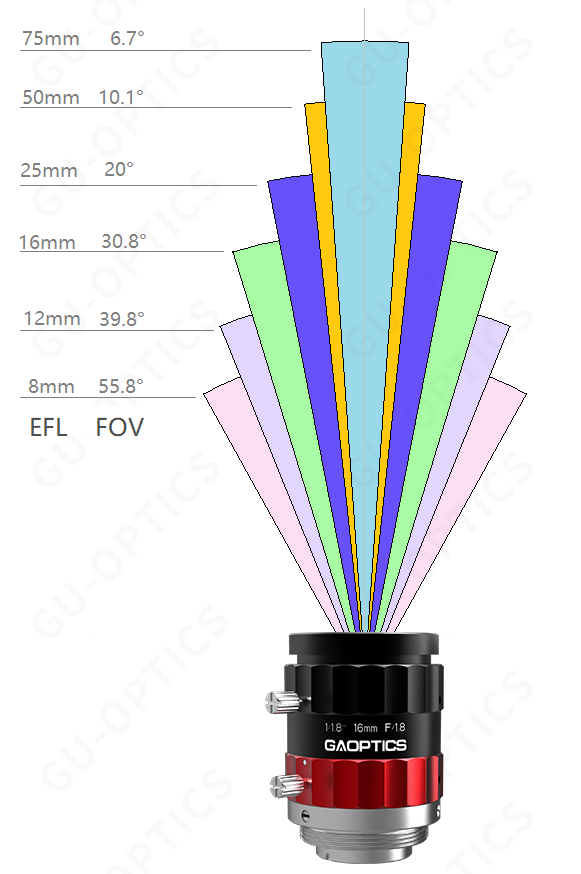
图6:镜头焦距与视场角
4.畸变
定义:镜头对被摄物体所成的像相对于物体本身的失真程度称为畸变。
理想的镜头成像,物平面与像平面上的放大倍率是固定的,但实际这一性质只有在图像中心区域的小视场才具备。图像的放大倍率会随着视场增大而变化,使成像产生失真。
畸变通常分为两种:
枕形畸变:镜头成像画面呈向中间收缩的失真现象。
桶形畸变:镜头成像画面呈桶形膨胀状的失真现象。
畸变会使图像变形,但不影响成像分辨率,可以使用软件校正。畸变率越低表示镜头的光学素质越好。
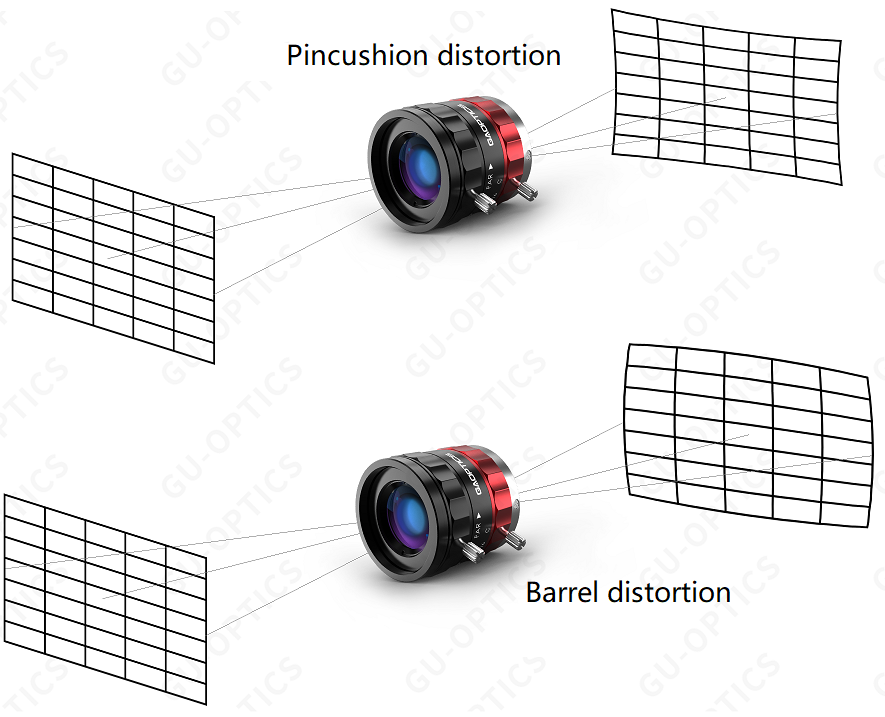
图7:枕形畸变与桶形畸变
5.最大传感器尺寸
如下图所示,镜头在像平面的成像是圆形,但接收图像的传感器通常为矩形,所以最终保存的图像是矩形。
.png)
图8,圆形相面与矩形传感器
以下图为例,镜头成像尺寸会按照通用传感器的尺寸设计,使得圆形像面外沿与矩形传感器四角正好相接,这个传感器尺寸就是该镜头的最大传感器尺寸(下图绿色2/3″传感器)。如果使用更大尺寸的传感器(下图紫色1″传感器)四个角会在镜头圆形像之外。使用更小尺寸的传感器(下图粉色1/1.8″传感器),传感器只采集到圆形像较小区域,视场和视场角会变小。

图9,11mm直径像面与不同尺寸传感器的匹配效果
市面上通用传感器的名称表述,既不是传感器的任何一条边长也不是对角线长度,这样的尺寸标注难以形成具体尺寸的概念。
下表是市场上常见的通用传感器尺寸规格信息,传感器对角线长度匹配镜头的像面尺寸的那款传感器就是镜头的最大传感器尺寸。
| 传感器尺寸 | 对角线长度/mm | 水平长度/mm | 竖直长度/mm |
| 1/4“ | 4 | 3.2 | 2.4 |
| 1/3“ | 6 | 4.8 | 3.6 |
| 1/1.8“ | 9 | 7.1 | 5.3 |
| 2/3“ | 11 | 8.8 | 6.6 |
| 1“ | 16 | 12.8 | 9.6 |
| 4/3“ | 22 | 17.6 | 13.2 |
表2,常见通用传感器
6.出瞳,入瞳与孔径光阑
出瞳是限制出射光束的有效孔径,是孔径光阑被后方光学系统所成的像;出瞳距离是出瞳与镜头最后一个镜片表面的距离;出瞳直径就是孔径光阑对后方光学系统所成的像的大小。
入瞳是限制入射光束的有效孔径,是孔径光阑被前方光学系统所成的像;入瞳距离是入瞳与镜头第一个镜片表面的距离;入瞳直径就是孔径光阑对前方光学系统所成的像的大小。
孔径光阑:光路中所有可以限制光束的开孔屏或者透镜边框都可称为光阑,其中最终限制光路入射光束大小的光阑称为孔径光阑
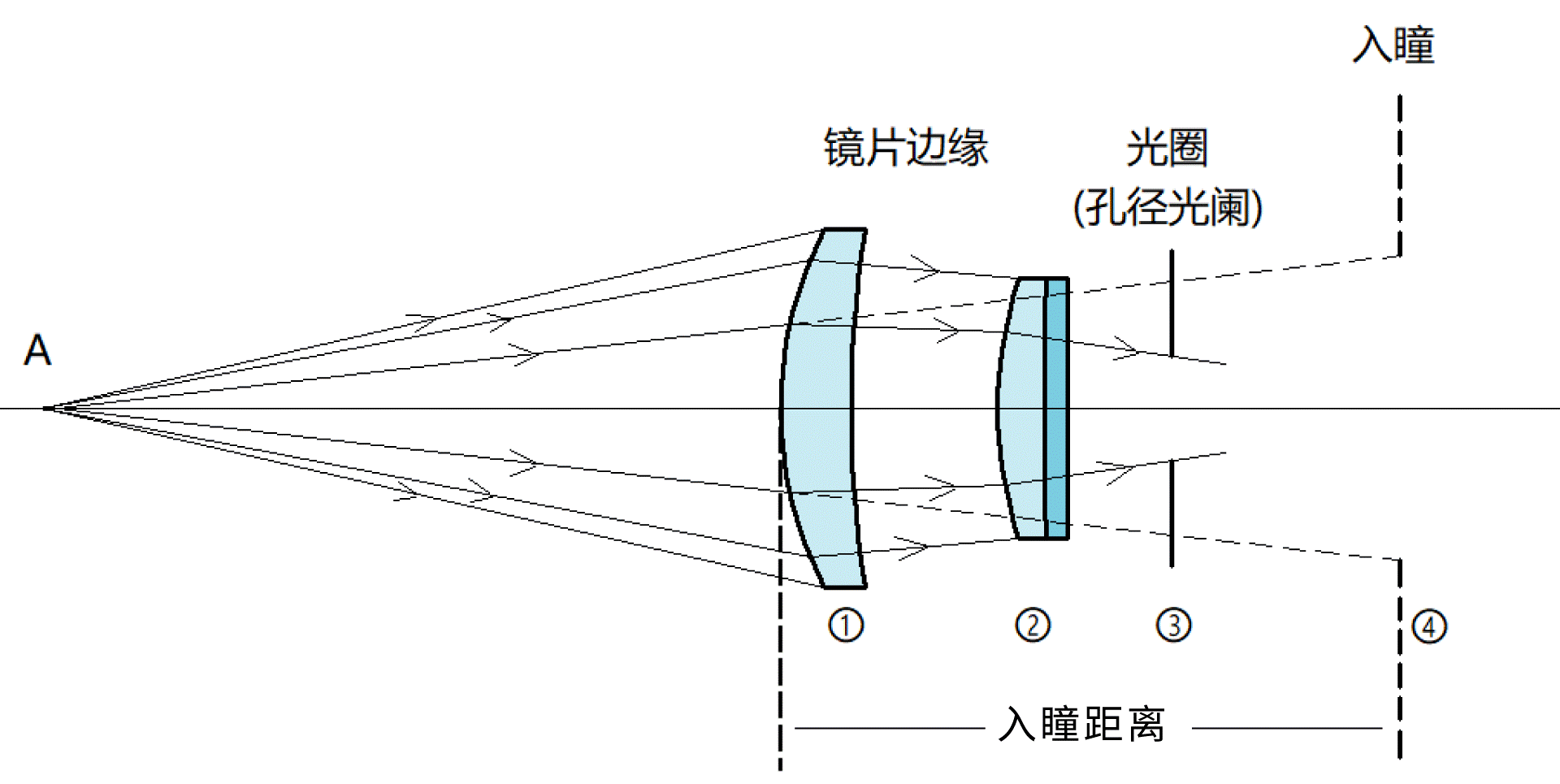
图,10,入瞳,入瞳距离,孔径光阑
以上图光路为例,1,2镜片边缘,3光圈都可以限制入射光束,图中能通过1号镜片的光束只有一部分能进入2号镜片,通过2号镜片的光束只有一部分能进入3号光圈,所以3号光圈最终限制能进入镜头成像的光束大小,也就是这个光路的孔径光阑。在A点观测时,3号光圈被1号和2号透镜放大成4号虚像,A点发出的光经1号2号透镜进入3号光圈,与光从A点直接进入4号等效。把光圈对两个透镜所成的4号像称为入瞳,入瞳与镜头第一个镜片之间的距离就是入瞳距离。
7.MTF曲线和分辨率:
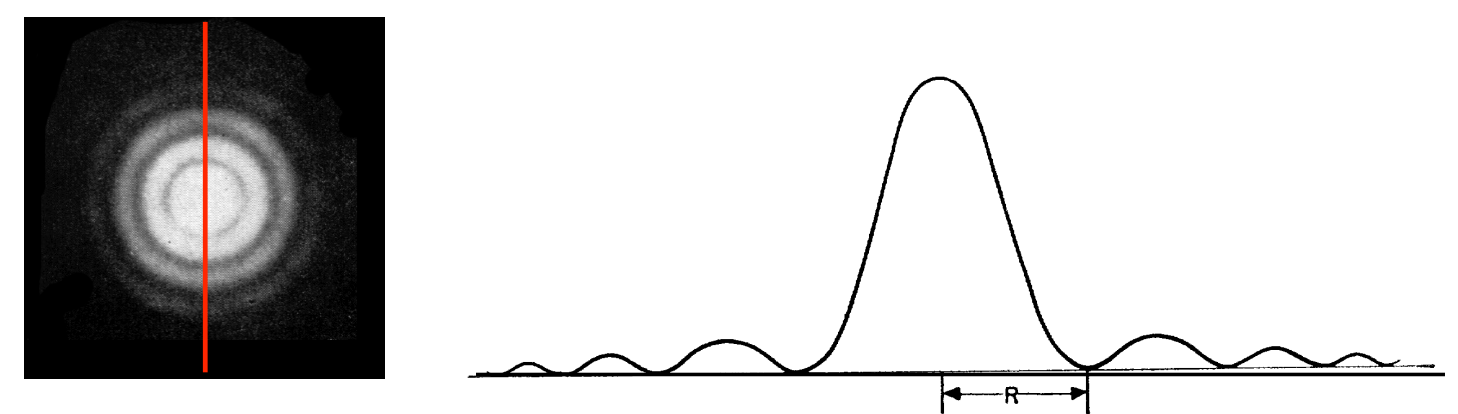
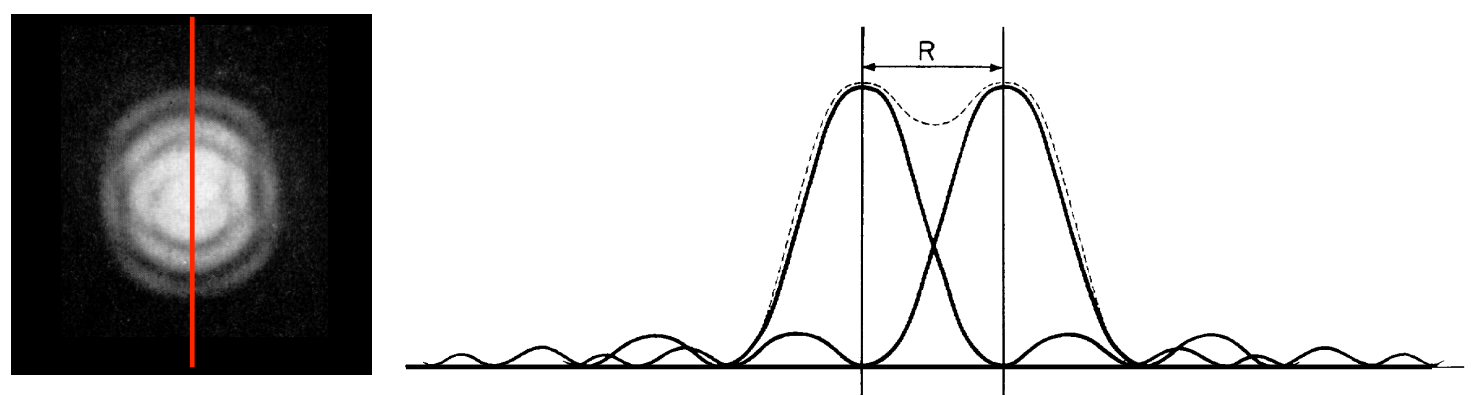
镜头的分辨率是指镜头可以分辨两个靠近的点的能力,也称为解析力。镜头分辨率通常使用MTF曲线表征。MTF曲线表示空间频率与传递函数值的关系。横坐标表示空间频率,即每mm线对数,可以代表两个点的靠近程度。纵坐标表示传递函数代表对比度,数值为1,线对对比明显,可清晰分辨;数值为0,线对没有反差无法分辨。

图4,线对对比度1和0.6的图像
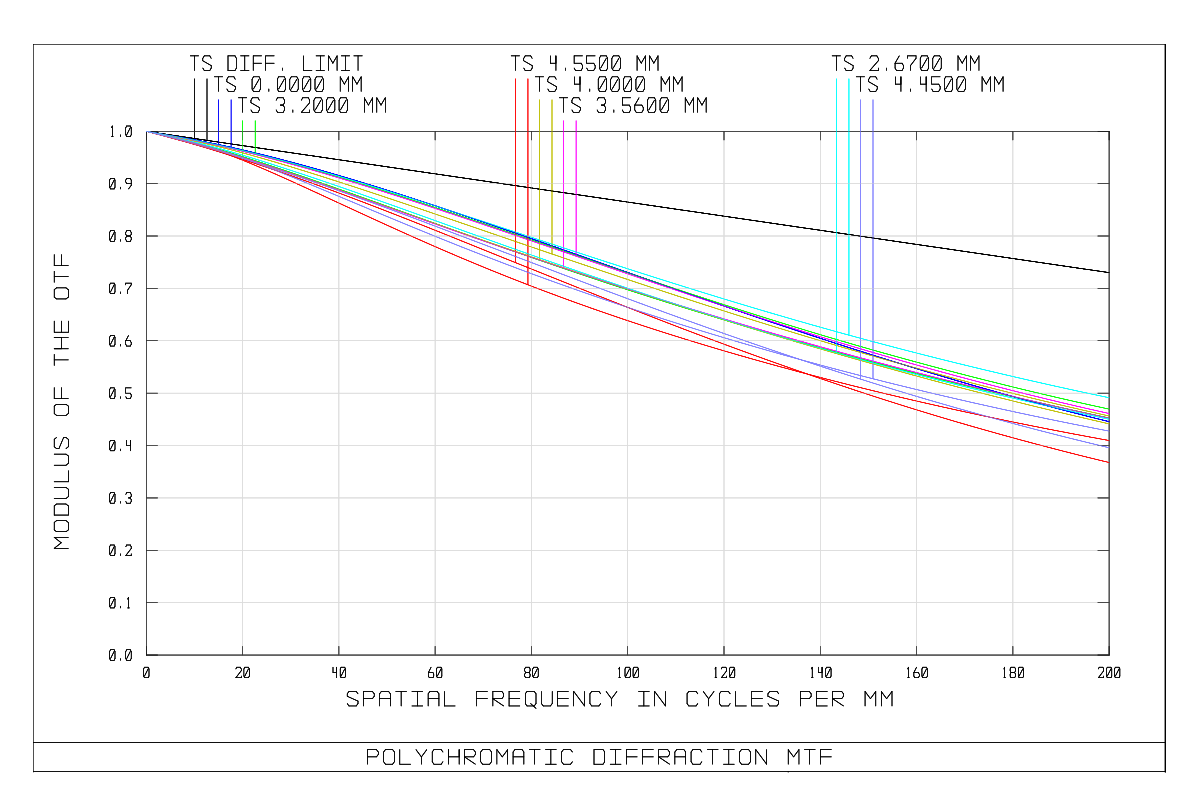
图5,某型号镜头MTF曲线
图5中有多条曲线,每条曲线都标注像高。0mm表示轴上MTF数值,4.5mm表示轴外像高4.5mm的MTF数值。不同像高的MTF曲线趋势一致性高,不分散,表示镜头轴上轴外一致性高。黑色直线代表受物理极限限制的MTF数值。
传感器分辨率一般指横向与纵向像素数乘积,如500万像素,传感器横向与纵向像素数为2560×1920。单个像素即像元的尺寸,与传感器的尺寸和分辨率相对应。可以根据表1传感器尺寸除以像素数量,得到像元尺寸。如2/3“ 500万传感器,像元尺寸3.4μm。镜头的分辨率应与像元尺寸匹配。通常按照线对尺寸的一半选择像元尺寸。
以1/1.8“小像元镜头为例,是230lp/mm高分辨率设计,线对尺寸1000/230μm=4.34μm,匹配像元尺寸为4.24/2μm=2.17μm,可以匹配市面上2.2μm的传感器。选择比2.2μm小的像元,并不能带来更丰富的细节
8.主光角
镜头主光角CRA(Chief Ray Angle),表示镜头主光线与光轴的夹角。主光线是从被观测物体发射,经孔径光阑的中心到成像的光线。
传感器主光角CRA,表示可以聚焦到像素上的光线的最大角度。超过此角度的光束不能完全被传感器接收。一般要求镜头CRA不大于相机传感器CRA
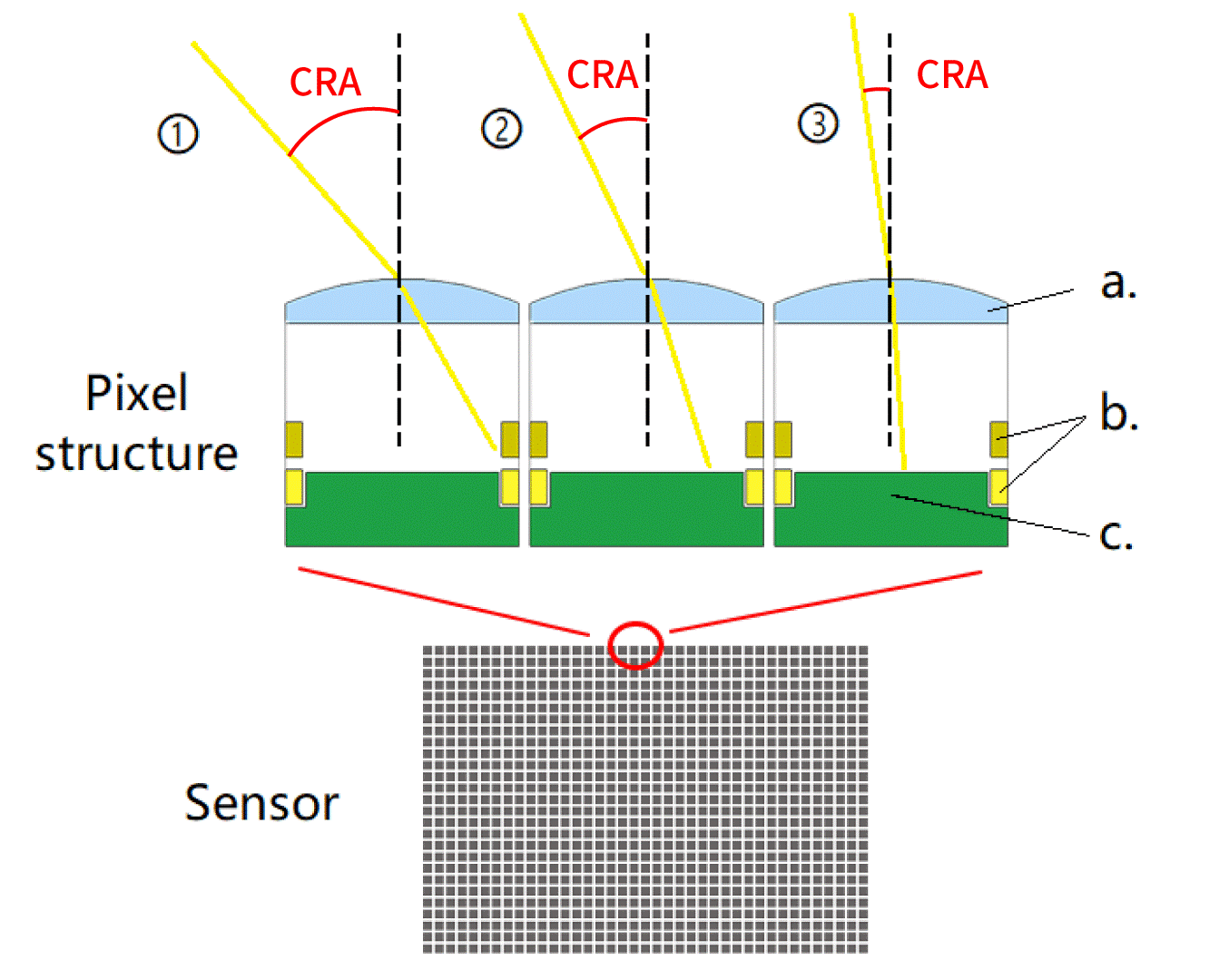
图6,传感器主光角
a.像素上方聚光透镜,b.金属导线,c.光电转换区域。
图中1号光线主光角超过传感器CRA,光线无法到达光电转换区域;2号3号主光角小于传感器CRA,光线可以到达光电转换区域。
9.远心光路结构与远心度
远心光路有物方远心,像方远心和双远心三种结构。
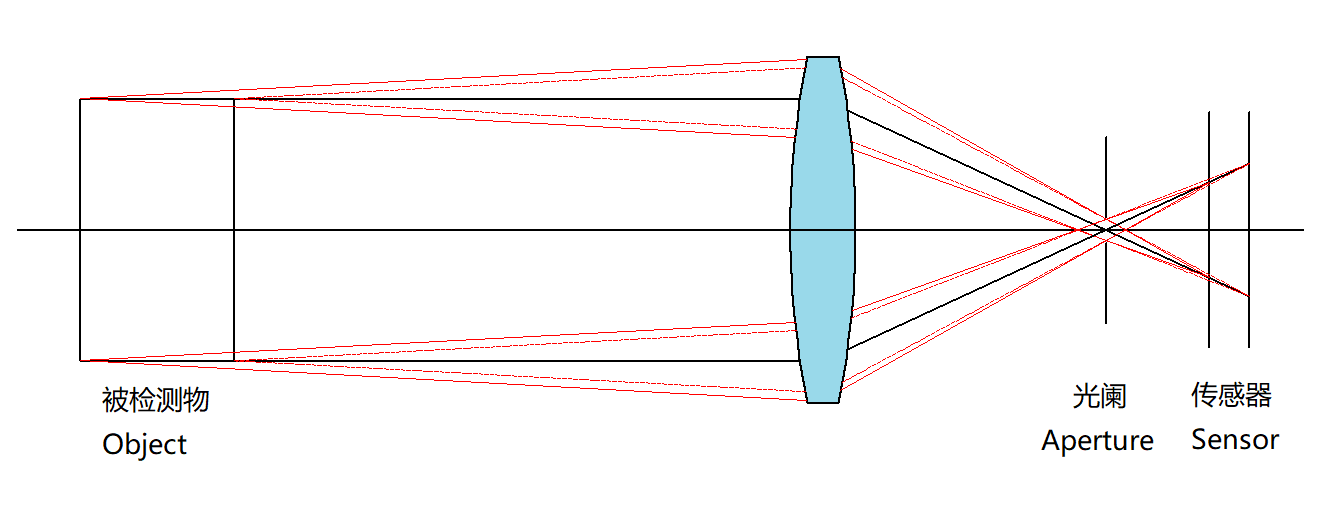
图7,物方远心光路
孔径光阑在像方焦平面上,进入镜头的主光线都通过光阑中心的像方焦点,在物方这些主光线都平行于光轴。即只有平行于光轴的光线才能通过光阑,被测物距离镜头远近,成像大小一致。
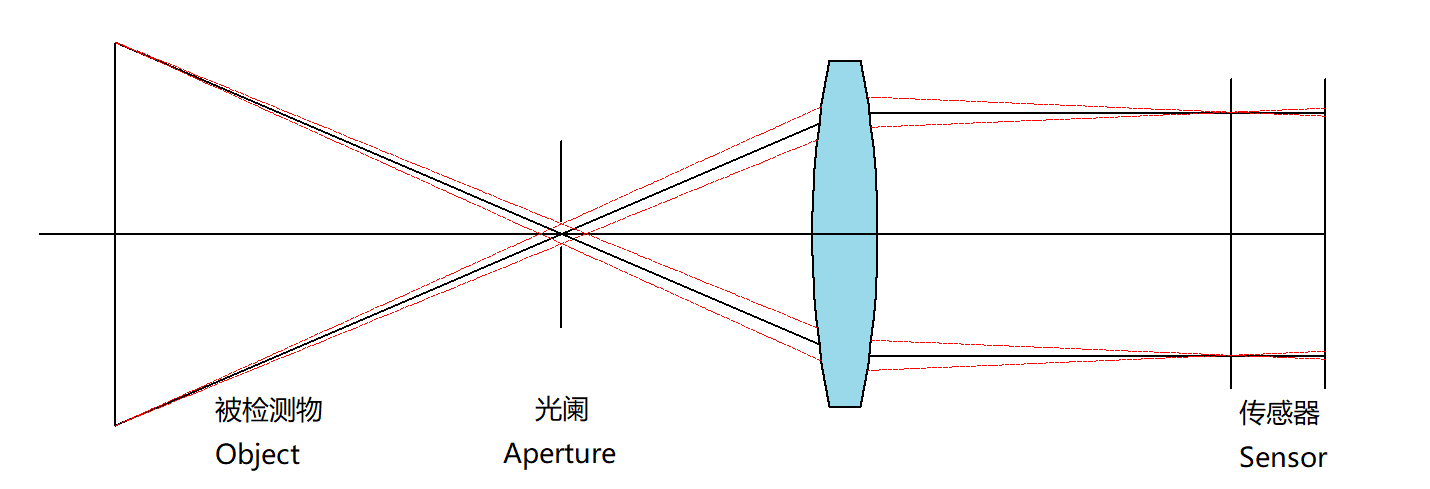
图8,像方远心光路
孔径光阑在物方焦平面上,进入镜头的主光线都通过光阑中心的物方焦点,在像方这些主光线都平行于光轴。通过光阑的光线通过镜头都平行与光轴,传感器与镜头距离不影响成像大小。
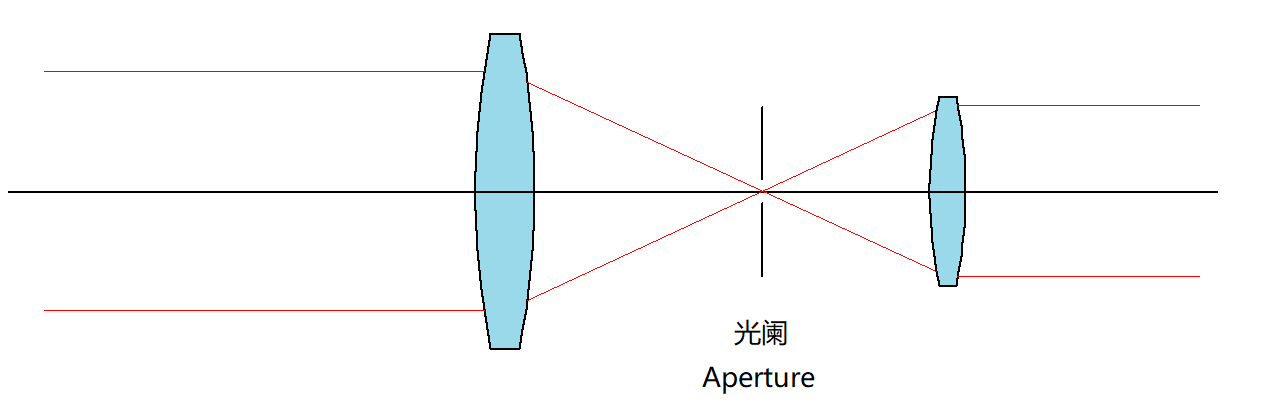
图9,双远心光路
光阑所在的平面,既是物方焦平面,也是像方焦平面。物方主光线与像方主光线都平行于光轴。
远心度:远心镜头主光线偏离于光轴的角度,角度越小远心度越好,成像的倍率误差就越小,测量也就越精确。
10.卡口
主流工业镜头一般使用C卡口,卡口螺纹M25.4×0.8
具体名称和,对应法兰距,以及螺纹尺寸请见下表:
| 卡口 | 机身相场定位(法兰)距离 | 接口类型 |
| C | 17.526mm | 螺纹M25.4×0.8 |
| CS | 12.5mm | 螺纹M25.4×0.8 |
| F | 46.5mm | 三爪卡口 |
| M42(SLR型) | 45.5mm | 螺纹M42×1 |
| M42(T型) | 55mm | 螺纹M42×0.75 |
| M58 | 11.48mm | 螺纹M58×0.75 |
| M72 | 11.48mm | 螺纹M72×0.75 |
11.光学总长与变焦,调焦
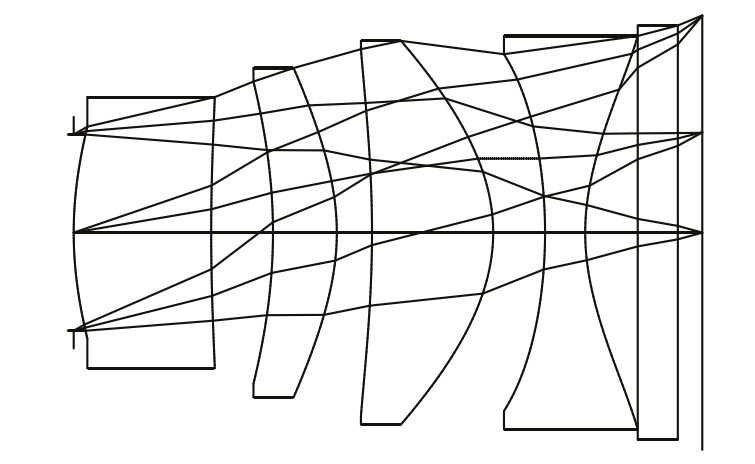
镜头第一片镜片表面到像平面的距离就是镜头的光学总长。
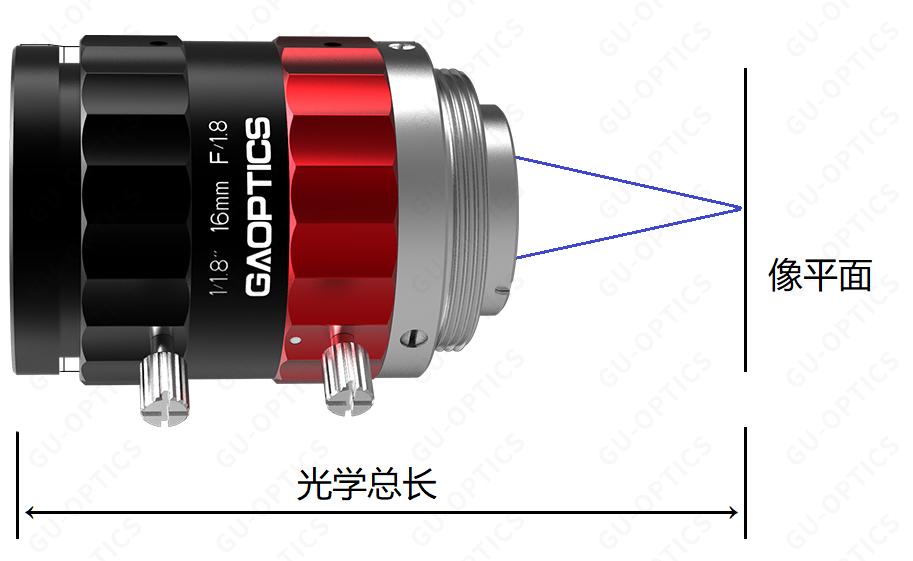
图10,光学总长示意图
以上是成像镜头的参数名词解释图文说明,基本涵盖了日常工作中所能遇到的各类镜头相关的专业术语。





.png)



.png) ,根据以上数据,可从联合光科非球面透镜产品中挑选出编号为140175的产品满足准直要求。
,根据以上数据,可从联合光科非球面透镜产品中挑选出编号为140175的产品满足准直要求。.png)
.png)
.jpg)
.png)
.png)
.png)












.png)
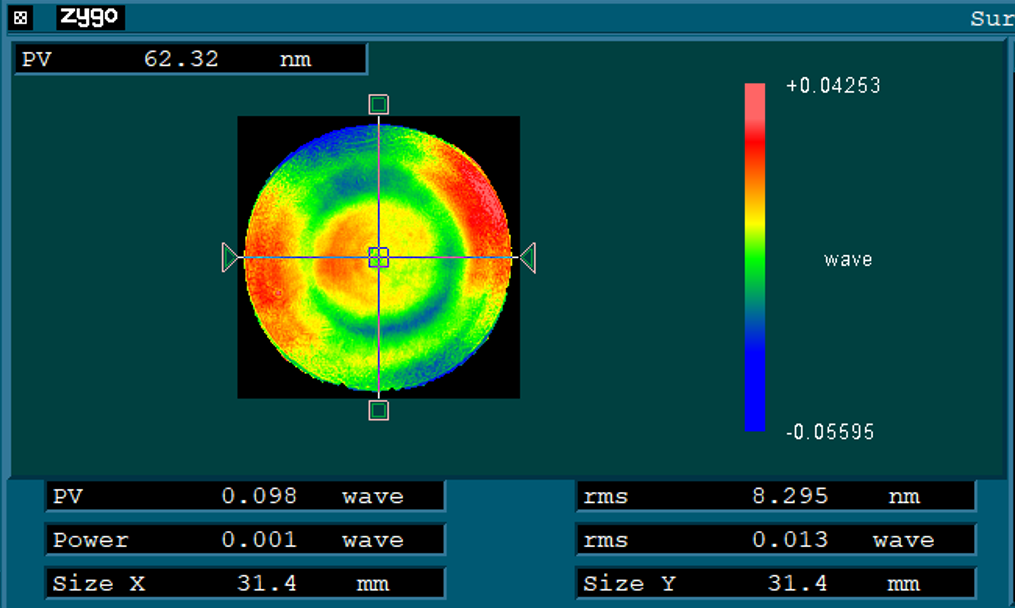 PV值代表被检测表面上的最高点和最低点之间的高度差。RMS为检测区域内N个数据点的平方和除以N以后的开方值,称为均方根。此元件被测面的PV值为62.32nm,rms值为8.295nm。 2. 3D模型
PV值代表被检测表面上的最高点和最低点之间的高度差。RMS为检测区域内N个数据点的平方和除以N以后的开方值,称为均方根。此元件被测面的PV值为62.32nm,rms值为8.295nm。 2. 3D模型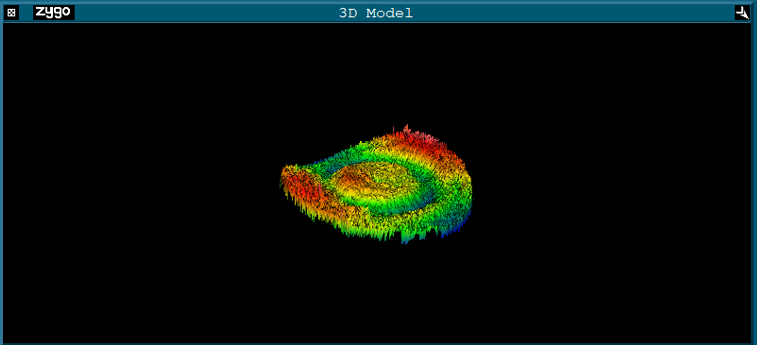 MetroPro软件可以利用被测面的采样数据点转坐标,生成3D模型,直观的表现出面型的凹凸特性。红色为高点,蓝色为低点。 3. PVr数据
MetroPro软件可以利用被测面的采样数据点转坐标,生成3D模型,直观的表现出面型的凹凸特性。红色为高点,蓝色为低点。 3. PVr数据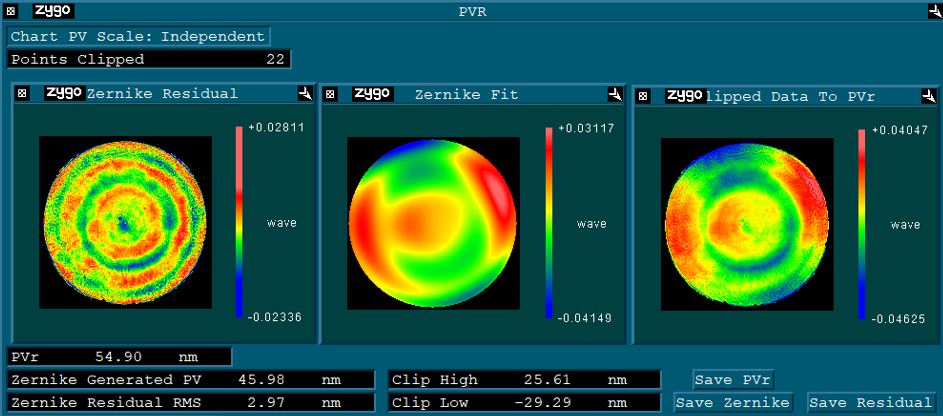 由于干涉仪中使用的探测器的空间分辨率不同,噪声、鬼像条纹和亮点都会对它产生影响,仅用相机上的两个点(峰谷)来表达测量结果可能不是很精确。PVr是一个新提出的稳健振幅参数,它的计算方法是36阶Zernike拟合的PV值+ 3倍残差的均方根值。此元件按照PVr参数计算的数值为45.98+3*2.97=54.9nm。 4. XY轴剖面曲线图
由于干涉仪中使用的探测器的空间分辨率不同,噪声、鬼像条纹和亮点都会对它产生影响,仅用相机上的两个点(峰谷)来表达测量结果可能不是很精确。PVr是一个新提出的稳健振幅参数,它的计算方法是36阶Zernike拟合的PV值+ 3倍残差的均方根值。此元件按照PVr参数计算的数值为45.98+3*2.97=54.9nm。 4. XY轴剖面曲线图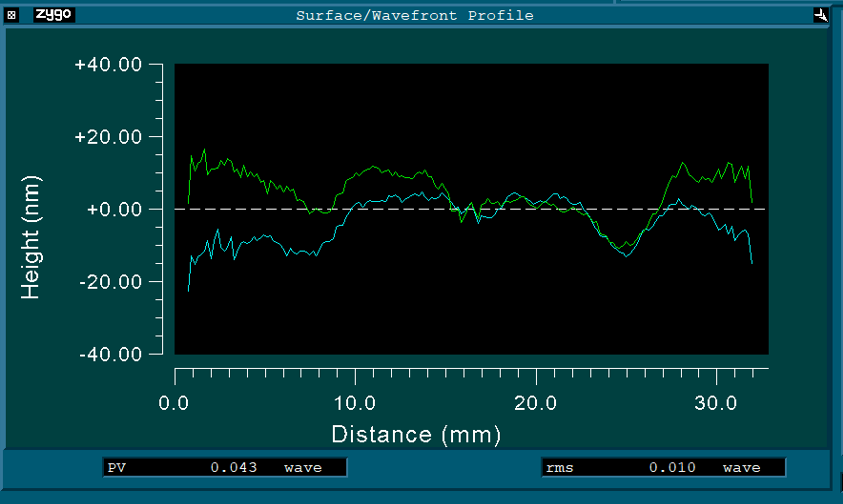 在第一部分的PV数据图中,被检测面的X和Y坐标轴的剖面数值曲线显示在此图中,绿色线表示X轴,蓝色线表示Y轴。 5. 干涉条纹图
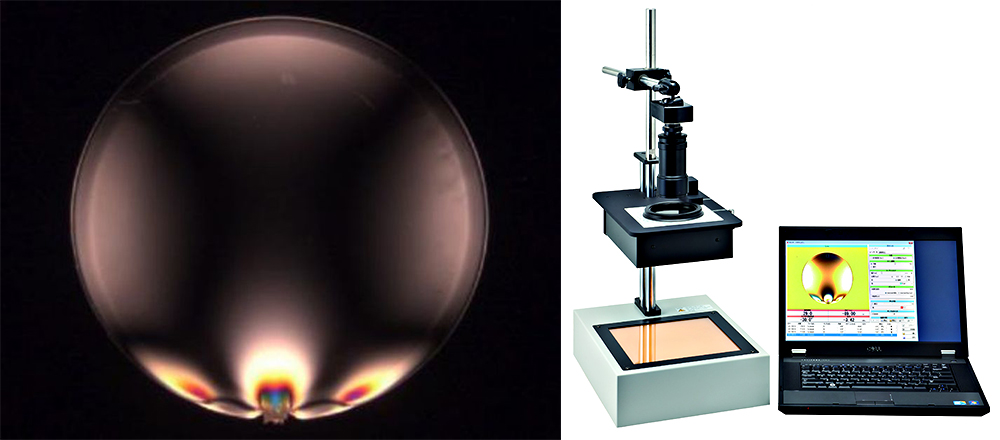
在第一部分的PV数据图中,被检测面的X和Y坐标轴的剖面数值曲线显示在此图中,绿色线表示X轴,蓝色线表示Y轴。 5. 干涉条纹图 这个干涉条纹就是被测面和基准面的干涉条纹图像,理想的干涉条纹应该是等间距且平行,条纹的偏转情况代表着被测面与基准面的凹凸关系。 除了小型标准光学元件(直径<100mm)的入库质检,在大型光学元件的制造过程中,干涉仪还起到过程监控的作用,由于大型光学元件材料比较昂贵,每道加工工序都要求严格控制。大型光学元件加工过程为粗磨、精磨和抛光这三道工序,粗磨和精磨工序需用三坐标进行外形尺寸测量,抛光工序主要用干涉仪监测工作面面型。 联合光科销售的现货标准光学元件在入库前,都会使用干涉仪检查元件工作面是否符合面型规格要求,普通光学元件工作面面型精度不低于λ/4,高精度产品的工作面面型精度不低于λ/10,我们确保我们的现货标准光学产品符合标称面型指标。
这个干涉条纹就是被测面和基准面的干涉条纹图像,理想的干涉条纹应该是等间距且平行,条纹的偏转情况代表着被测面与基准面的凹凸关系。 除了小型标准光学元件(直径<100mm)的入库质检,在大型光学元件的制造过程中,干涉仪还起到过程监控的作用,由于大型光学元件材料比较昂贵,每道加工工序都要求严格控制。大型光学元件加工过程为粗磨、精磨和抛光这三道工序,粗磨和精磨工序需用三坐标进行外形尺寸测量,抛光工序主要用干涉仪监测工作面面型。 联合光科销售的现货标准光学元件在入库前,都会使用干涉仪检查元件工作面是否符合面型规格要求,普通光学元件工作面面型精度不低于λ/4,高精度产品的工作面面型精度不低于λ/10,我们确保我们的现货标准光学产品符合标称面型指标。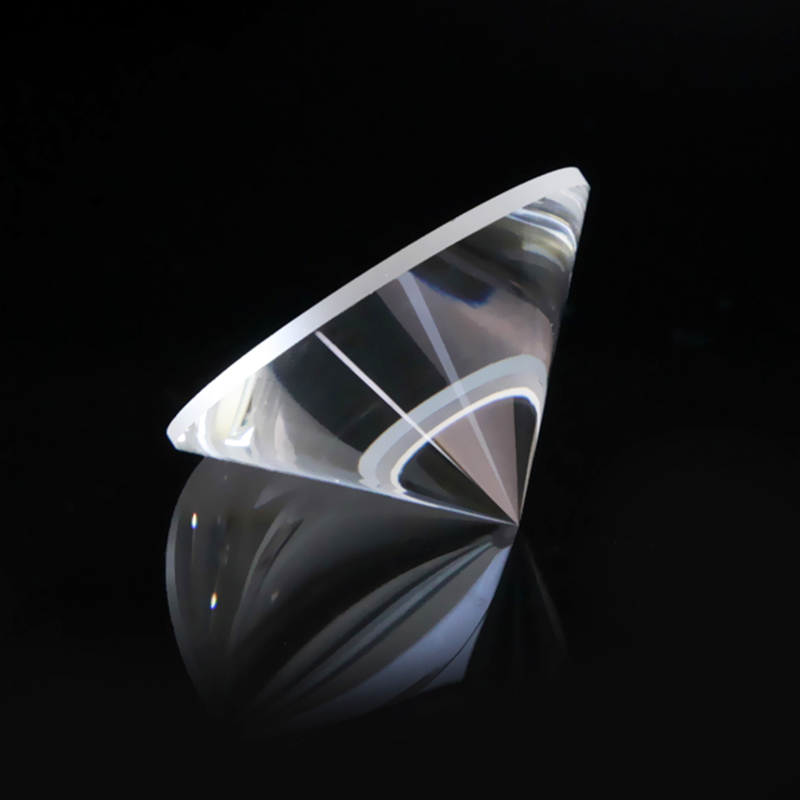
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)