太赫兹技术与太赫兹产品介绍
| 太赫兹简介 | |
| 随着研究人员对太赫兹波研究的深入,太赫兹技术也在探索阶段不断前进,取得了诸多成果,同时也吸引了越来越多学者的广泛关注。对于刚刚步入此领域的研究人员,太赫兹波及相关技术还是相对陌生的,本文我们就来探讨太赫兹技术和产品。 | |
| 太赫兹波 | |
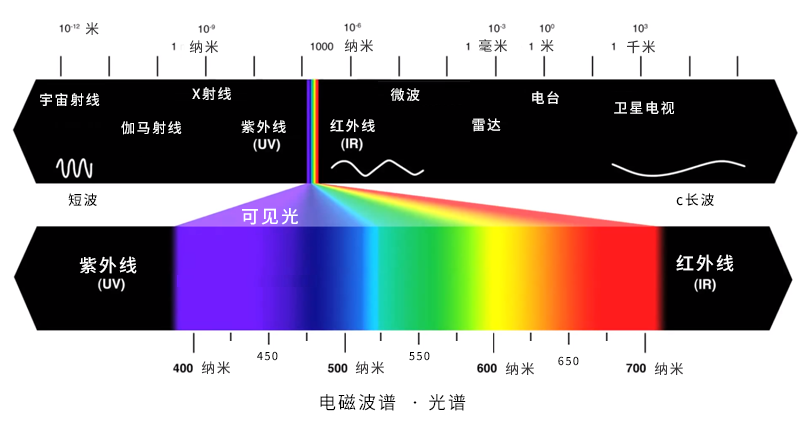
| 太赫兹波 ( Terahertz Wave,THz 波) ,是电磁波谱上一段比较特殊的频带,通常认为太赫兹波是频率介于0.1 ~10.0 THz之间,波长范围在30um~3mm之间的电磁波。如图1,太赫兹波位于电磁波谱中微波和红外光之间,兼具电子学和红外光子学的特征,有着光电融合的跨界特性。 | |
 图1 太赫兹频段示意图 图1 太赫兹频段示意图 | |
| 太赫兹波技术及应用 | |
| 太赫兹频谱区域由于研究理论的不完善,和缺乏高效的太赫兹辐射源、探测器及功能器件,不像微波和红外的研究那样深入和完善。随着太赫兹频谱资源的开发利用,太赫兹波谱技术、太赫兹成像技术、太赫兹通信技术在近几年取得了显著的成就。 | |
| 太赫兹波谱技术 | |
| 太赫兹光谱技术能够提供分子的基本结构信息,太赫兹光谱包含了丰富的物理和化学信息,也覆盖了电子材料的低能激励现象、液体分子振动等激励现象。图2为3种常见的太赫兹光谱技术。 | |
 |  |
| 图2 (a)经典反射式THz时域光谱系统 | (b)时间分辨的THz光谱系统 |
 (c) THz发射光谱系统 (c) THz发射光谱系统 | |
| 太赫兹成像技术 | |
| 太赫兹成像是利用太赫兹波的高透性、无损性及大多数物质在太赫兹波段都有指纹谱等特性,把成像样品的透射谱或反射谱的信息进行处理、分析,得到样品的太赫兹图像。 | |
| 太赫兹成像技术包括:太赫兹时域逐点扫描成像、太赫兹实时焦平面成像、太赫兹波计算机辅助层析成像、连续波成像、近场成像等。 | |
 |  |
| 图3 (a)THz实时焦平面成像系统 | (b)太赫兹焦平面近场成像 |
 (c) 太赫兹连续波成像系统 (c) 太赫兹连续波成像系统 | |
| 太赫兹波谱和成像在安全领域、材料研究、医学成像、无损检测等领域具有广泛的应用前景。 | |
 |  |
| 图4 (a)太赫兹安检 | (b)太赫兹细胞成像 |
 (c)太赫兹无损检测 (c)太赫兹无损检测 | |
| 太赫兹通信技术 | |
| 太赫兹通信具高宽带通讯,满足越来越高的通信速率的需求;天线小,方向性好;THz散射小,对云层可穿透性高;大气不透明,大气中的水汽对THz波有强烈的吸收等特点。因此,THz通信适用于卫星间星际通信、同温层内空对空通信、短程地面无线局域网、短程安全大气通信等领域。 | |
 |  |
| 图5 (a)太赫兹星际通信 | (b)短程地面无线局域网 |
| 太赫兹光谱仪介绍 | |
| 本公司可为您提供全光纤太赫兹时域光谱系统,光纤飞秒激光器发出两束飞秒激光,一束作为泵浦光源,另一束作为探测光源;泵浦光经光纤传输到发射天线上,在偏置电压的作用下产生宽带太赫兹波,该太赫兹波经透射或反射等方式携带着测试样品的信息被太赫兹探测器所接收,通过波谱分析技术可以得到样品的折射率、吸收系数、介电常数等物理信息。 | |
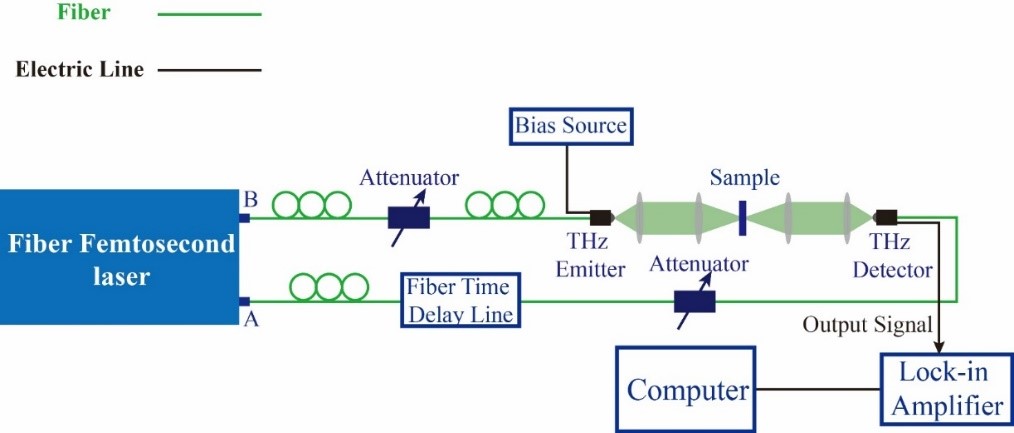 | |
| 太赫兹成像光谱技术原理图 | |
| 本公司产品为全光纤太赫兹时域光谱系统,光纤飞秒激光器发出两束飞秒激光,一束作为泵浦光源,另一束作为探测光源;泵浦光经光纤传输到发射天线上,在偏置电压的作用下产生宽带太赫兹波,该太赫兹波经透射或反射等方式携带着测试样品的信息被太赫兹探测器所接收,通过波谱分析技术可以得到样品的折射率、吸收系数、介电常数等物理信息。 THz时域光谱系统由主机、光谱系统由探头部分和反射/透射模块组成,其主机内部由光纤飞秒激光器模块、偏压源模块、延迟线模块、锁相放大器模块和电源模块集合而成。需另外配置干燥空气/氮气装置以保证样品测试环境的绝对干燥。 | |
| 高精度太赫兹时域光谱系统 | |
| 780000太赫兹时域光谱系统产品为全光纤式设计, 分别在高精度长延迟和快速光谱获取方面具有优势;780000产品可实现5 THz以上光谱宽度以及小于2GHz的光谱分辨能力,适合高精度的光谱测量分析;基于光谱数据,还可同时可获得样品的折射率、吸收系数、消光系数、介电常数等丰富的物理信息,实现样品成分分析和定量测量。 | |
 | |
| 产品特点全光纤系统,更加小巧,便携式设计光谱分辨率低至2GHz超过70dB动态范围支持透射和反射式光谱测量模式, 适用大多数样品测试需求匹配专用样品仓单元,实现干燥环境下的样品测量,排除水蒸气的干扰更加人性化、智能化和灵活功能扩展的上位机软件系统 | |
| 快速太赫兹时域光谱系统 | |
| 780001太赫兹时域光谱系统产品为全光纤式设计, 分别在高精度长延迟和快速光谱获取方面具有优势;780001产品可以实现最快60Hz和最宽120ps的扫描,是目前国内已知速度最快的时域光谱产品;基于光谱数据,还可同时可获得样品的折射率、吸收系数、消光系数、介电常数等丰富的物理信息,实现样品成分分析和定量测量。 | |
 | |
| 产品特点全光纤系统设计,产品更加轻便灵活基于自研快速延迟线系统,30Hz快速光谱扫描,国内最佳0.1-3.STHz宽带光谱分析光谱分辨率低至8GHz超过70dB动态范围支持透射和反射式光谱测量模式,适用大多数样品测试需求匹配专用样品仓单元,实现干燥环境下的样品测量,排除水蒸气的干扰更加人性化、智能化和灵活功能扩展的上位机软件系统 | |
| 太赫兹三维层析成像系统 | |
| 三维层析成像技术是目前国内外光学领域一个重要的研究方向, 已嵌入到了现代工业与文化创意产业的整个流程,他是获取物体表面形态特征的重要手段,也是真实物体三维数字化的基础。太赫兹三维层析成像技术是较为成熟的三维物体成像与测量技术,是一种太赫兹波谱方式的宽场成像技术,经过特定算法的解算和重构可以实现物体三维切片成像,并且能够精确解析样品表面及内部复杂结构。本公司自主研制的780002太赫兹三维层析成像系统是国内首次实现产品化的飞行时间(FOT)层析成像产品, 可以实现最快60像素/秒的成像速度,成像景深可达9mm以上,纵向分辨率达到±2um;同时,所获取图像每一个像素点都包含了完整的太赫兹波形,因此兼具光谱测量的功能,光谱宽度可达4THz, 真正实现了图谱合一。 | |
 | |
| 产品特点全光纤系统,更加小巧,便携式设计;光谱分辨率低至2GHz;支持透射和反射式光谱测量模式,适用大多数样品测试需求;匹配专用样品仓单元,实现干燥环境下的样品测量,排除水蒸气的干扰;更加人性化、智能化和灵活功能扩展的上位机软件系统。 | |
| 太赫兹器件介绍 | |
| 太赫兹波谱和成像技术的发展,离不开太赫兹光学器件的发展,常用的太赫兹光学器件有离轴抛物面反射镜、太赫兹透镜、中空回射器、太赫兹分光镜、太赫兹偏振器等。 联合光科推出了离轴抛物面反射镜、中空回射器、太赫兹透镜等太赫兹光学器件。 | |
| 离轴抛物面反射镜 | |
| 离轴抛物面反射镜是太赫兹光谱技术中最常用的太赫兹反射镜,其功能是对太赫兹平行光束反射聚焦,也可逆向使用。参考图2(a) 光路中抛物面反射镜PM作用。 | |
| 联合光科推出直径25.4mm、50.8mm 6061-T6铝合金基底镀金膜、银膜、铝膜离轴角为90°的离轴抛物面反射镜标准品。其中金膜能够实现对太赫兹波段95%以上的反射率。 | |
 图6 离轴抛物面反射镜 图6 离轴抛物面反射镜 |  |
| 中空回射器 | |
| 中空回射器(又叫中空角锥、背向反射器),其功能是能使出射光与入射光成180°出射,且不受入射角度是否精确垂直的影响。 | |
| 联合光科推出有效孔径为25.4mm、50.8mm、63.5mm镀有金膜、铝膜的中空回射器,该中空回射器采用了空心减重设计结构,由三瓣互相垂直的K9平面玻璃胶合而成,能有效的减轻重量,从而使其在应用中对周边应用环境要求不苛刻,这样入射光将以较高的精度被反射回去,可减少入射角度的顾虑。 | |
 |  |
 | |
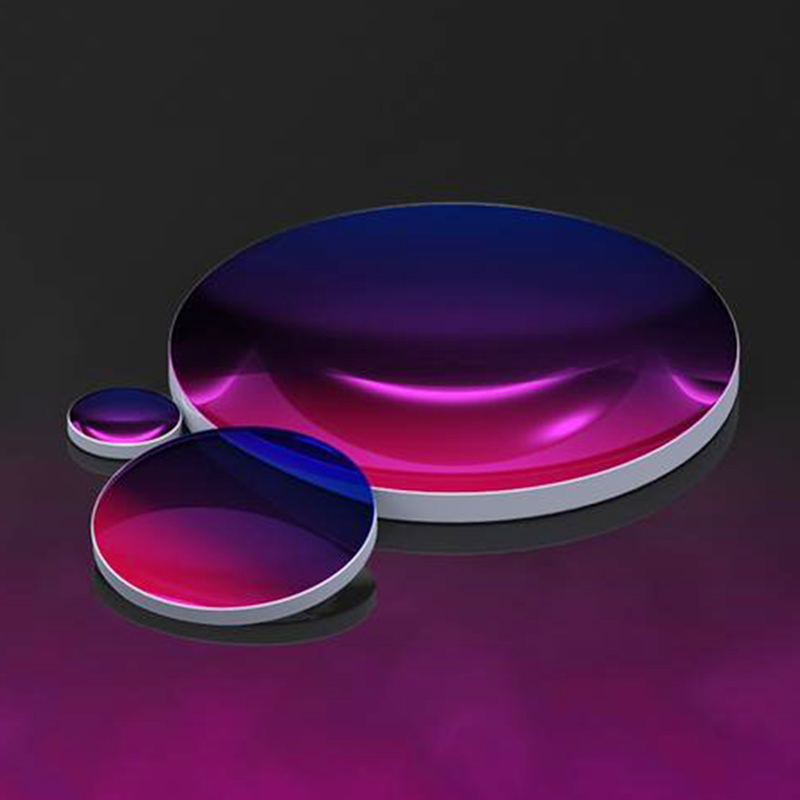
| 太赫兹透镜 | |
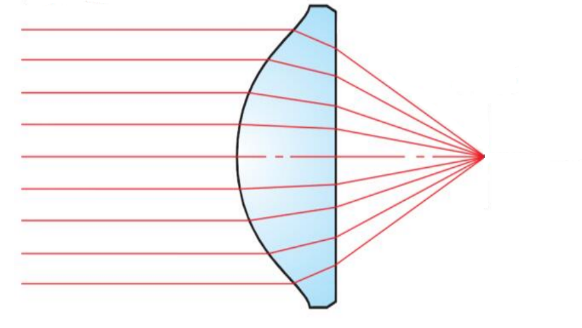
| 太赫兹透镜在太赫兹系统中主要被用于聚焦、准直,其被广泛应用于太赫兹光谱仪、太赫兹成像系统及其他太赫兹研究等产品或相关领域。对太赫兹波段透过率比较好的材料主要有高分子材料和高阻硅,高分子材料中TPX(聚4-甲基戊烯)对太赫兹的透过性能最好。 | |
| 联合光科推出了直径为25.4mm、38mm的TPX透镜,其焦距覆盖35mm、50mm、100mm、200mm。 | |
 |  |
| 注:部分图片取自网络,如有侵权请联系删除 | |




.png)


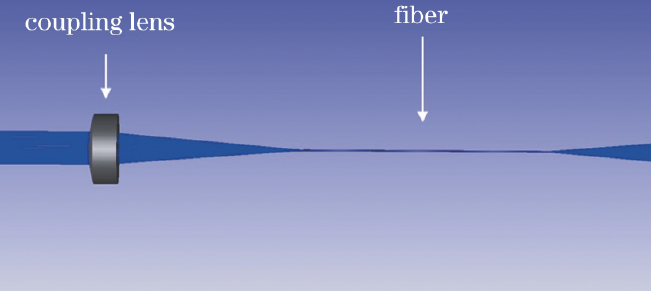

.png) ,根据以上数据,可从联合光科非球面透镜产品中挑选出编号为140175的产品满足准直要求。
,根据以上数据,可从联合光科非球面透镜产品中挑选出编号为140175的产品满足准直要求。.png)
.png)
.jpg)
.png)
.png)
.png)












.png)

.png)


.png)
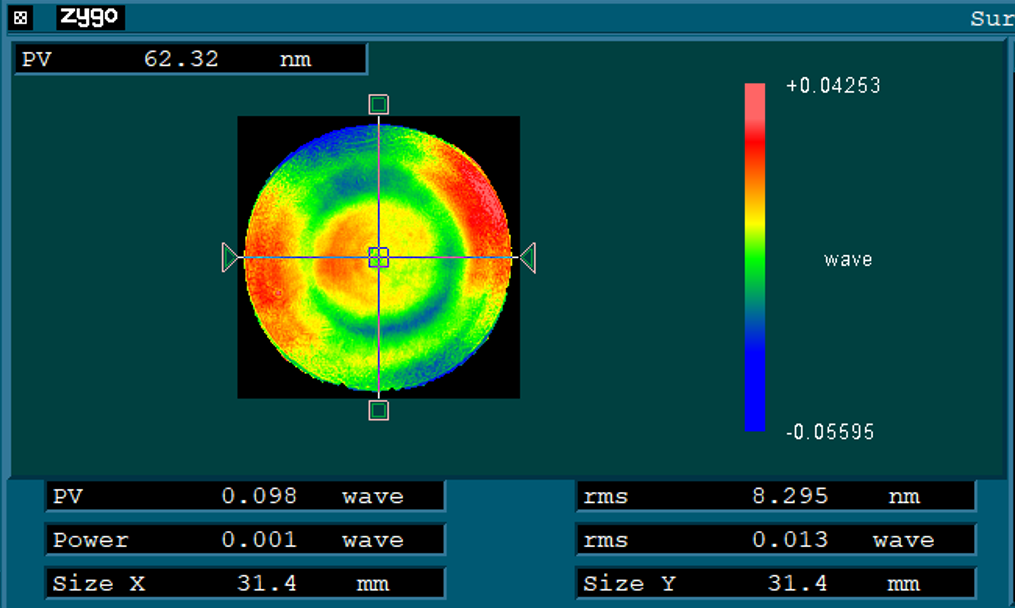 PV值代表被检测表面上的最高点和最低点之间的高度差。RMS为检测区域内N个数据点的平方和除以N以后的开方值,称为均方根。此元件被测面的PV值为62.32nm,rms值为8.295nm。 2. 3D模型
PV值代表被检测表面上的最高点和最低点之间的高度差。RMS为检测区域内N个数据点的平方和除以N以后的开方值,称为均方根。此元件被测面的PV值为62.32nm,rms值为8.295nm。 2. 3D模型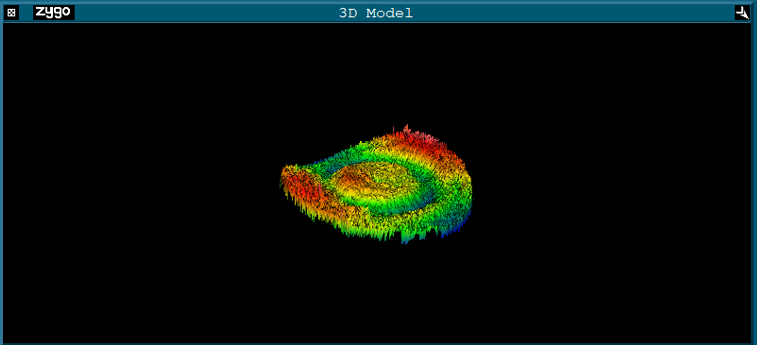 MetroPro软件可以利用被测面的采样数据点转坐标,生成3D模型,直观的表现出面型的凹凸特性。红色为高点,蓝色为低点。 3. PVr数据
MetroPro软件可以利用被测面的采样数据点转坐标,生成3D模型,直观的表现出面型的凹凸特性。红色为高点,蓝色为低点。 3. PVr数据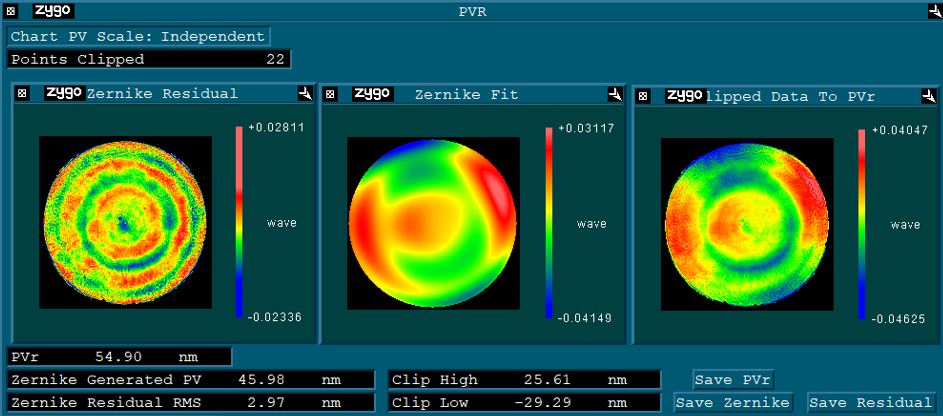 由于干涉仪中使用的探测器的空间分辨率不同,噪声、鬼像条纹和亮点都会对它产生影响,仅用相机上的两个点(峰谷)来表达测量结果可能不是很精确。PVr是一个新提出的稳健振幅参数,它的计算方法是36阶Zernike拟合的PV值+ 3倍残差的均方根值。此元件按照PVr参数计算的数值为45.98+3*2.97=54.9nm。 4. XY轴剖面曲线图
由于干涉仪中使用的探测器的空间分辨率不同,噪声、鬼像条纹和亮点都会对它产生影响,仅用相机上的两个点(峰谷)来表达测量结果可能不是很精确。PVr是一个新提出的稳健振幅参数,它的计算方法是36阶Zernike拟合的PV值+ 3倍残差的均方根值。此元件按照PVr参数计算的数值为45.98+3*2.97=54.9nm。 4. XY轴剖面曲线图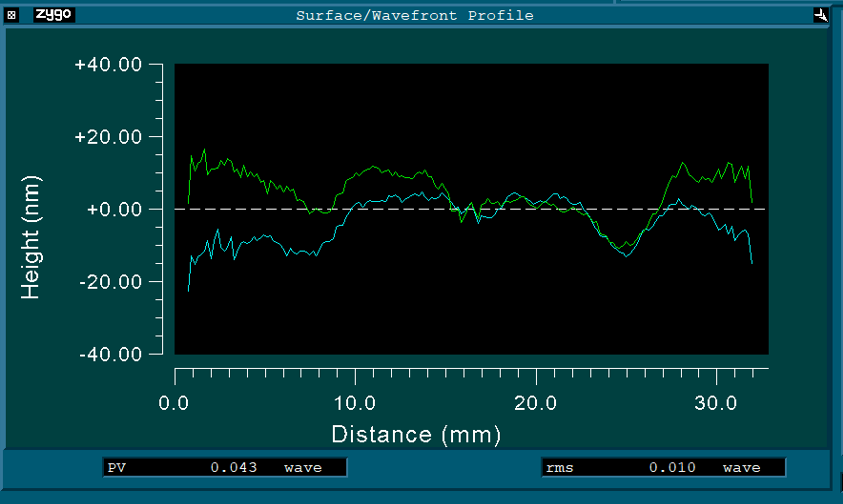 在第一部分的PV数据图中,被检测面的X和Y坐标轴的剖面数值曲线显示在此图中,绿色线表示X轴,蓝色线表示Y轴。 5. 干涉条纹图
在第一部分的PV数据图中,被检测面的X和Y坐标轴的剖面数值曲线显示在此图中,绿色线表示X轴,蓝色线表示Y轴。 5. 干涉条纹图 这个干涉条纹就是被测面和基准面的干涉条纹图像,理想的干涉条纹应该是等间距且平行,条纹的偏转情况代表着被测面与基准面的凹凸关系。 除了小型标准光学元件(直径<100mm)的入库质检,在大型光学元件的制造过程中,干涉仪还起到过程监控的作用,由于大型光学元件材料比较昂贵,每道加工工序都要求严格控制。大型光学元件加工过程为粗磨、精磨和抛光这三道工序,粗磨和精磨工序需用三坐标进行外形尺寸测量,抛光工序主要用干涉仪监测工作面面型。 联合光科销售的现货标准光学元件在入库前,都会使用干涉仪检查元件工作面是否符合面型规格要求,普通光学元件工作面面型精度不低于λ/4,高精度产品的工作面面型精度不低于λ/10,我们确保我们的现货标准光学产品符合标称面型指标。
这个干涉条纹就是被测面和基准面的干涉条纹图像,理想的干涉条纹应该是等间距且平行,条纹的偏转情况代表着被测面与基准面的凹凸关系。 除了小型标准光学元件(直径<100mm)的入库质检,在大型光学元件的制造过程中,干涉仪还起到过程监控的作用,由于大型光学元件材料比较昂贵,每道加工工序都要求严格控制。大型光学元件加工过程为粗磨、精磨和抛光这三道工序,粗磨和精磨工序需用三坐标进行外形尺寸测量,抛光工序主要用干涉仪监测工作面面型。 联合光科销售的现货标准光学元件在入库前,都会使用干涉仪检查元件工作面是否符合面型规格要求,普通光学元件工作面面型精度不低于λ/4,高精度产品的工作面面型精度不低于λ/10,我们确保我们的现货标准光学产品符合标称面型指标。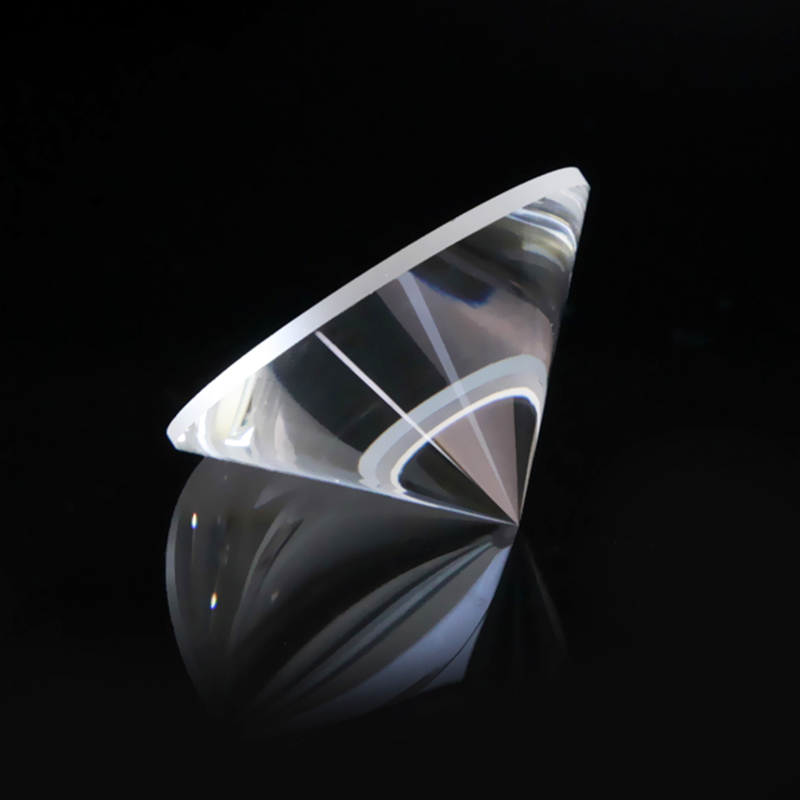
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)