激光功率测量仪器基本原理及产品介绍
| 激光功率是激光器的一个重要参数,决定了其适用的领域和范围。激光器的功率能量计量技术随着科研、工业生产中激光技术的发展而不断的发展。激光,是受激产生的电磁辐射,本质上是一种能量,因此可以根据能量转换原理,将其转换成其他形式的能量(如热能、机械能、化学能和电能)进行测量。因此,也就有了常用的光电型、热电型、光辐射计型、体吸收型和流水式等不同工作方式下的激光功率测量方法。本文主要介绍基于热电堆传感器的热电偶功率计和基于光电二极管传感器的光电功率计测量激光功率的原理,以及一种基于积分球测量原理的高功率测量方法。 | |
| 激光功率测量基本原理 | |
| ✦ 热电型激光功率测量原理 | |
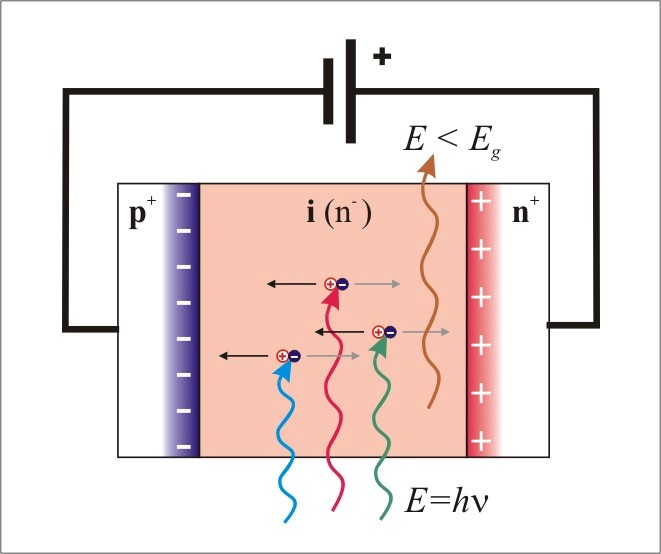
| 热电型激光功率计探头通过核心部件热电堆传感器先将光能转换成热能,再转换为电信号输出以表征激光功率的大小。热电堆传感器由多个串联的热电偶构成,表面涂有热电材料的吸收体,热电材料吸收激光能量并转化成热量,热量向热电偶传递并形成温度梯度场,热电堆探头内外两个节点由于温度差产生温差电动势,每对内外节点产生的温差电动势串联起来的总电压与入射光被膜层吸收转化的热量成比例,最终通过激光功率计表头显示器或应用显示终端得到可读取的激光功率值 | |
 | |
| 图1 热电堆传感器原理示意图 | |
| 热电堆传感器鉴于其工作原理,有以下特点:易受到周围环境热源的影响,对于低功率测量响应误差较大,更适于高功率激光功率测量,适应从毫瓦到万瓦级的激光功率测量;由于热传递需要时间,热电堆功率计响应时间相对较长,一般在秒或者毫秒量级。 光谱测量范围宽,从紫外到远红外波段均可使用;涂层易损伤。 | |
✦ 光电型激光功率测量原理 | |
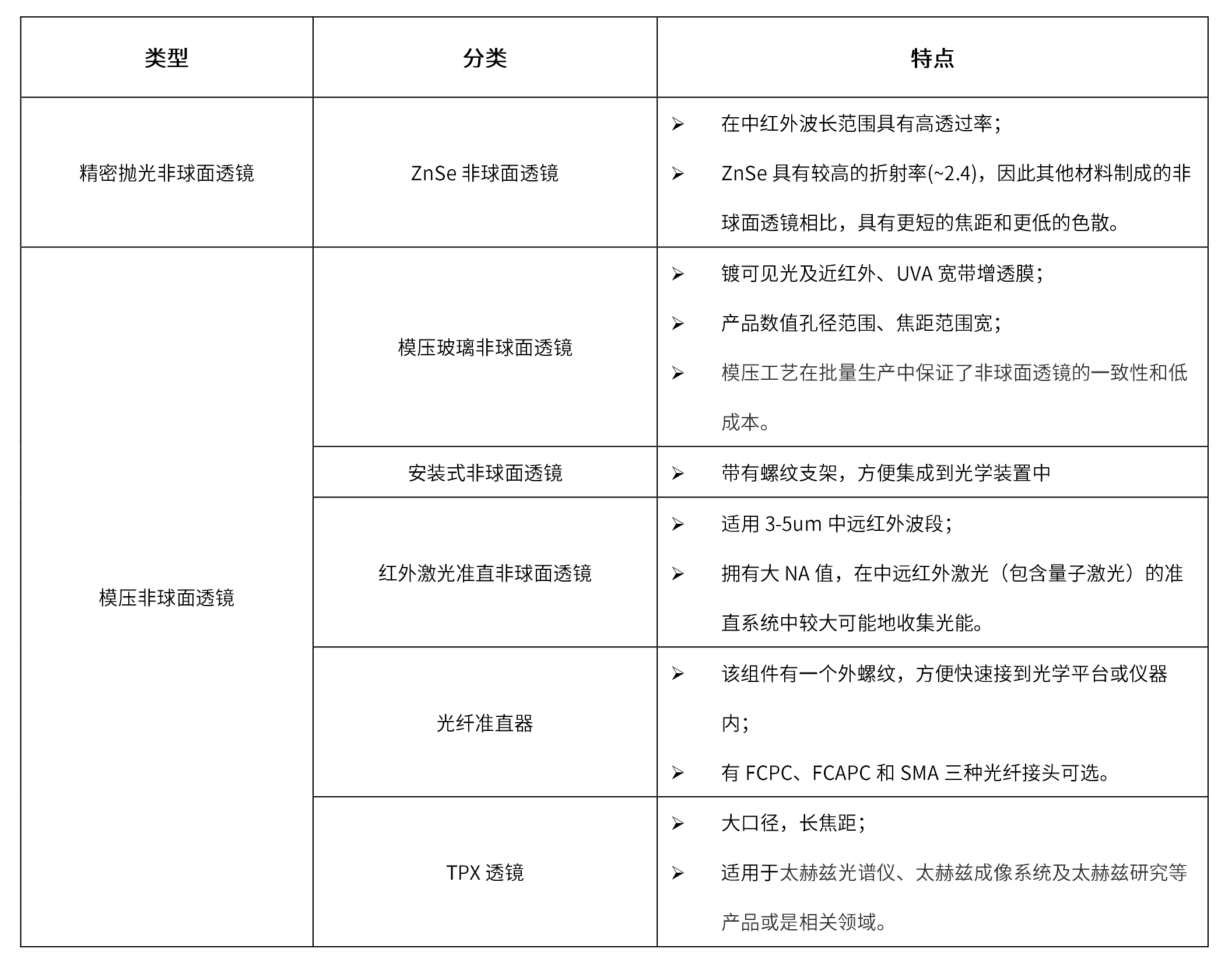
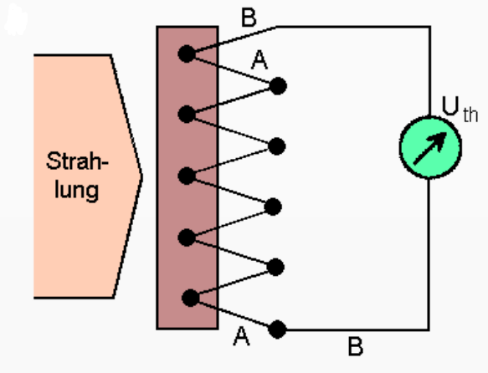
| 光电型激光功率计探头是通过光电二极管,直接将光能转换为电流或者电压信号,以表征激光功率的大小。光电二极管传感器的核心部分是个PN结,如图2所示,光电二极管实际上是加了一个反向偏压的PN结,当反向偏压足够大时,耗尽区本征载流子被完全耗尽;由于缺乏载流子,PN结内无电流通过。当光照射到光电二极管的光敏面上时,电子或空穴摆脱束缚,在PN结内形成光生载流子,并在电场的作用下产生漂移而形成电流,光电流的大小与入射光的能力成比例,通过后续电路放大及转换等处理, 最终显示成可读取的激光功率值。 | |
 | |
| 图2 光电二极管工作原理示意图 | |
| 光电二极管基于光电效应,因此有以下特点:由于光量子直接转换为电流,光电二极管响应时间快,光灵敏度高;很容易电流饱和,只能测小功率;近红外范围测量材料锗、InGaAs等价格昂贵,因此,传感器尺寸受限;由于材料限制,测量波长受限(UV-NIR波段);与衰减器和积分球结合扩展功率测量范围,增加成本 | |
✦ 积分球光功率测量原理 | |
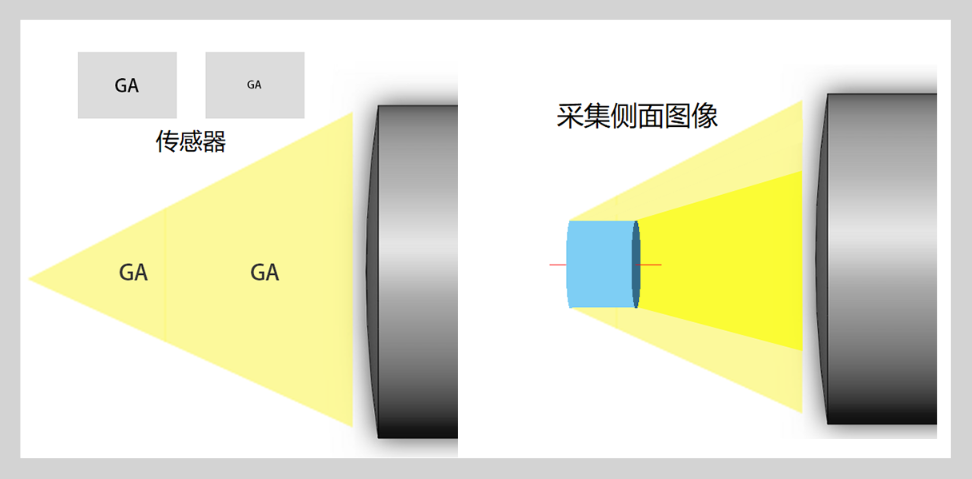
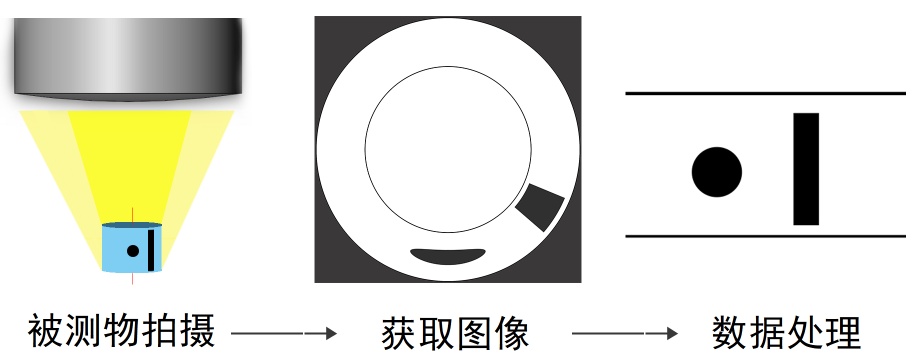
| 在高功率激光研究领域,通常需要快速、准确地对激光输出能量进行测量,且由于其极强的输出功率,容易造成材料的熔化损伤及气化损伤,这对高能激光功率的测量提出了很高的要求。积分球弥补了上述热电堆和光电二极管的缺陷。图3所示,积分球的基本结构是一个内部空心的球壳,内部均匀涂布聚合物或者金属涂层,球壁上开一个或多个窗孔作为进光口和放置光接收器的接收口。 | |
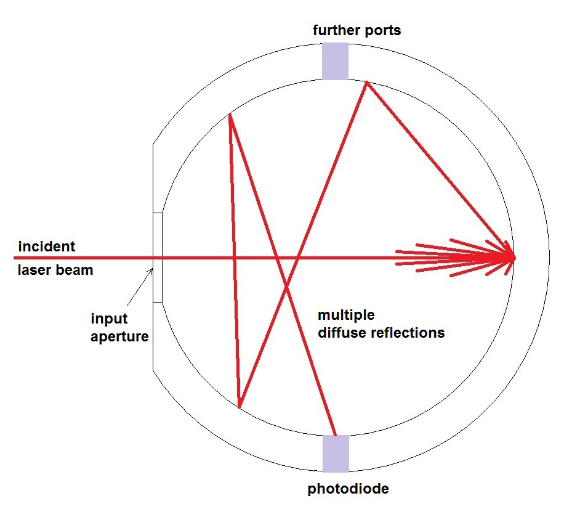 | |
| 图3 积分球工作原理示意图 | |
激光进入积分球内,被内壁涂层多次反射,使光束被均匀散射到整个球面,用快速探测的光电功率计在球壁出口取样,它只接收进入积分球的部分激光功率,接收到的激光发生了以下重要改变:功率密度完全均匀。照射为非偏振光,即使入射辐射为偏振光。传感器上所接受的功率已经被极大削弱。因此,积分球和光电二极管组成的激光功率传感器,它既可以像光电二极管一样反应灵敏,又可以检测相当大的功率。 | |
| 激光功率测量仪器介绍 | |
| 联合光科的激光功率测量产品线涵盖了由德国Artifex高端高灵敏度的光电功率计,和GU OPTICS国产化热电偶功率计,实现了功率段和光谱的全覆盖。 | |
✦ Artifex OPM150光电功率计 | |
| 德国Artifex OPM150光功率计产品光谱范围覆盖190nm到2200nm,有多种不同类型探头,探头口径从3mm到9mm,能够测量低至1nW,配套OD衰减片测量最高1W,配套积分球能够测量最高20W功率,适用于实验室、现场和OEM集成应用。 | |
 | |
| 图4 Artifex OPM150光电功率计 | |
| Artifex OPM150光功率计产品主要特点:接口:USB(供电,控制)可测光谱范围:190nm-2200nm,功率测量范围:1nW-20W增益控制:5增益范围,可加载5个单独滤光片曲线软件功能:图表/数字显示模式,平均,数据记录(多种存储格式)免费提供全套软件开发包(GUI应用源代码) ,丰富的配件选择 | |
| 表1 Artifex OPM150光电功率计参数 | |
 | |
| 了解产品更多参数:光功率计-OPM150了解产品使用方法:[视频]光功率计使用方法(OPM150) | |
✦Artifex激光应用积分球 | |
| Artifex Engineering为激光应用提供高品质的镀金和聚合物积分球。在测试高功率激光应用时,积分球配套光电功率计能够提供us级别的快速响应时间。 | |
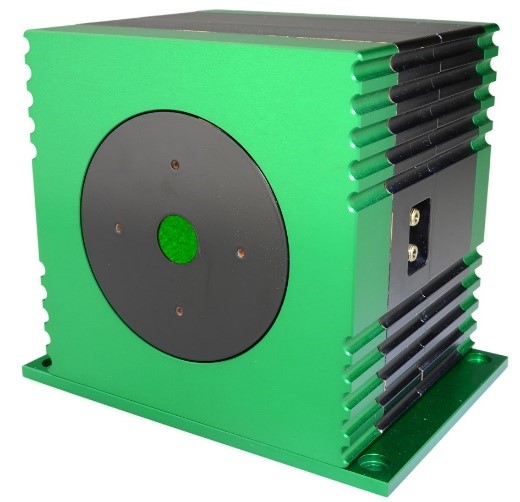 |  |
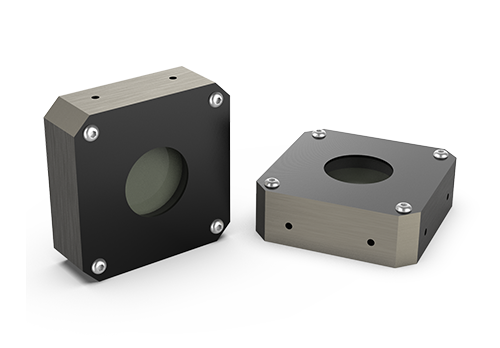
| 图5 Artifex a.镀金积分球 | b.聚合物积分球 |
| 镀金系列积分球设计用于高功率测量,光谱范围从近红外至中红外(NIR-MIR),可根据平均功率要求配备空气制冷和水冷。聚合物积分球由固体材料机加工而成(非喷涂),适用于测量可见光至近红外波段,尺寸从10mm到100mm不等。 | |
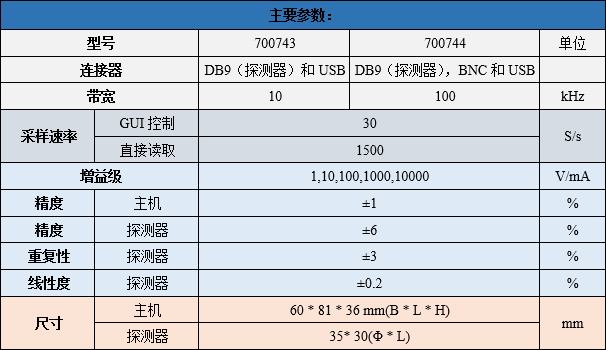
| 表2 Artifex 激光应用积分球参数 | |
 | |
| 了解积分球应用实例:快速可靠的高功率激光测量解决方案 | |
✦ Infinity系列热电偶激光功率计 | |
| 功率计包含激光收集的探测器和数据处理两部分。GU OPTICS可以提供国产化的彩色液晶Infinity读数表头、热电偶功率探头及不需要连接表头使用的USB和RS232接口激光功率计产品。 | |
| 热电偶功率探头 | |
| GU OPTICS提供国产化IN系列激光功率探头,具有光谱响应范围宽、响应速度快、外形小巧、易安装等优点。 | |
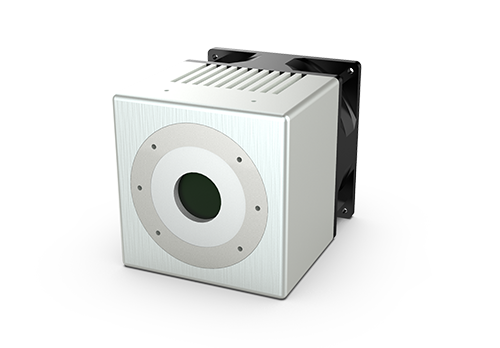 | |
| 图6 热电偶功率探头 | |
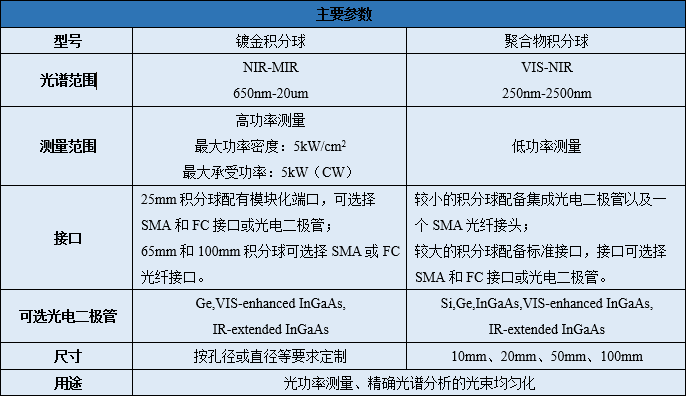
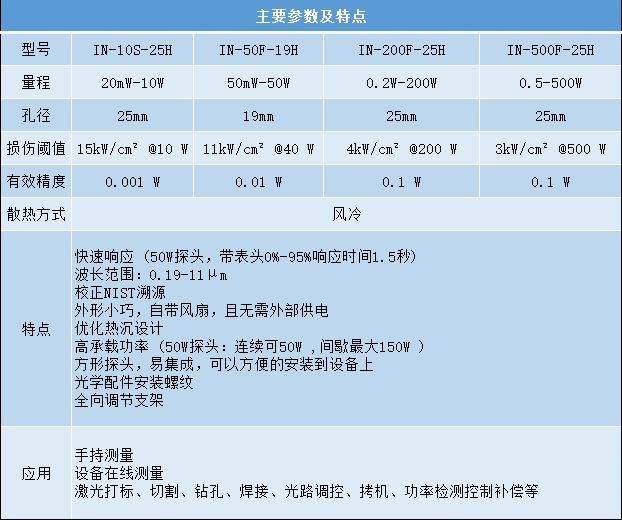
表3 IN系列激光功率探头参数 | |
 | |
Infinity读数表头 | |
| GU OPTICS 的Infinity读数表头是一款配备了彩色液晶屏幕的显示表头,其将功率探头的信号进行采集、处理并直观的显示出来,既适合手持测量,也适合搭配整机在线测量的应用。 | |
 | |
| 图7 Infinity读数表头 | |
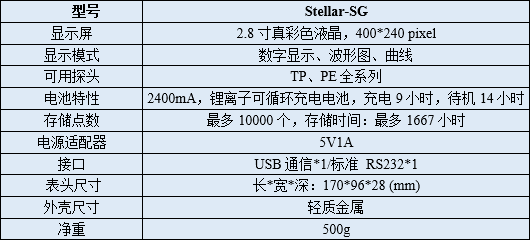
| Infinity读数表头是一款通用的表头显示器,DB9接口可与IN系列激光功率计探头连接通讯,实时显示测量结果,具有强大的处理器和内存,并提供长时间曲线图显示。也能再通过USB数据线与电脑连接,同步测试和数据分析。现有中英文版本操作界面。 | |
表4 Infinity读数表头 | |
 | |
USB和RS232接口激光功率计 | |
| GU OPTICS 的USB、RS232系列激光功率计不需要使用到Infinity读数表头,通过USB/RS232接口直接连接电脑,用户仅需安装测试软件至任意电脑,将探头放置在激光光路中,设置对应波长,打开激光,即可实现加工过程中实时测量监控。 | |
 | |
| 图8 LYNK系列激光功率计 | |
| USB、RS232系列激光功率计具有以下特点:响应快(50W探头 0%~95%响应时间仅1.5sec)高损伤阈值 11KW/cm²@40W 1064nm结构紧凑、易于集成优化的热沉设计校正NIST溯源 | |
| 表5USB和RS232系列激光功率计参数 | |
 | |
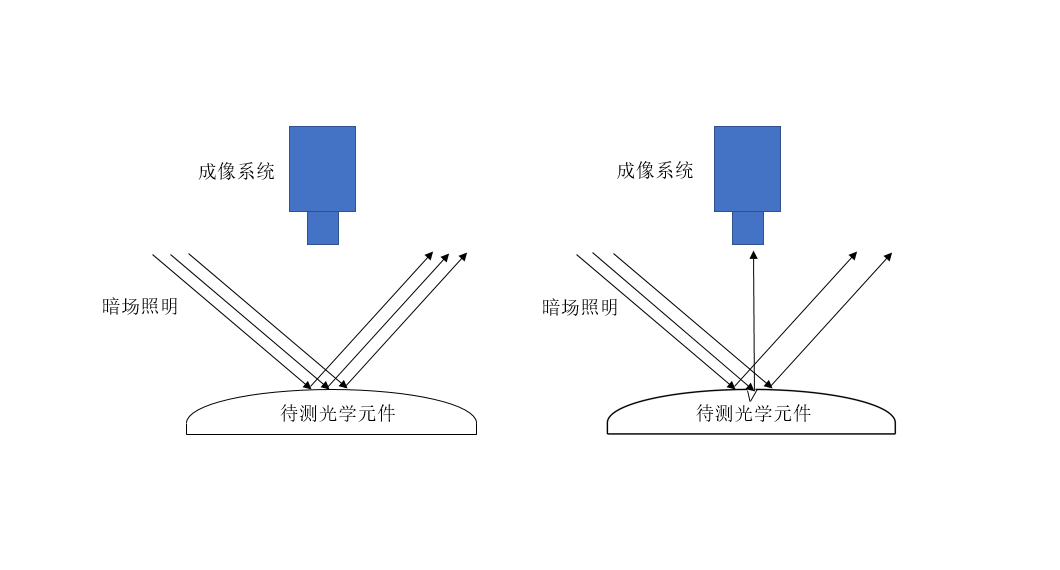
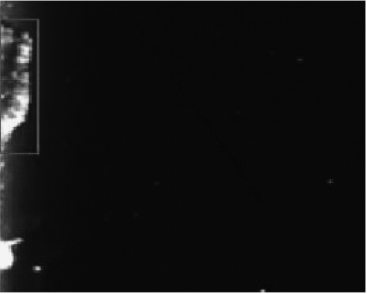

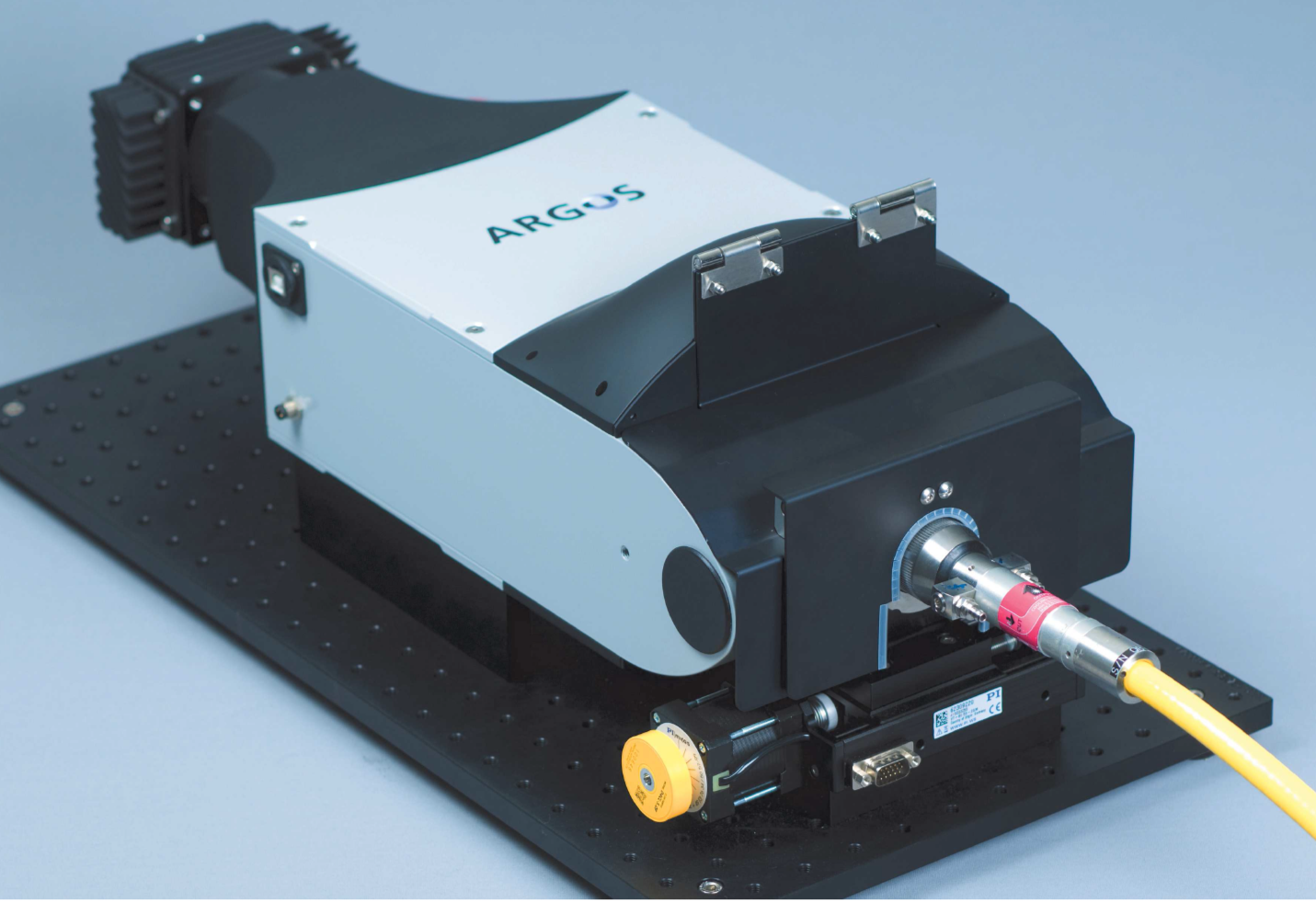 ▲ ARGOS Fiber Cable QBH端面缺陷检测系统◀ ARGOS 2 光学元件表面疵病检测系统
▲ ARGOS Fiber Cable QBH端面缺陷检测系统◀ ARGOS 2 光学元件表面疵病检测系统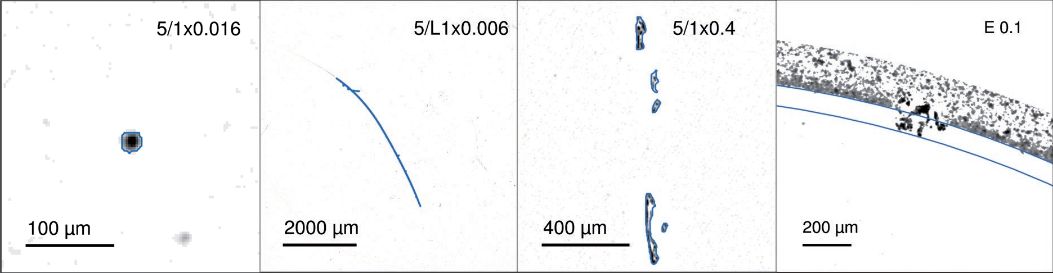

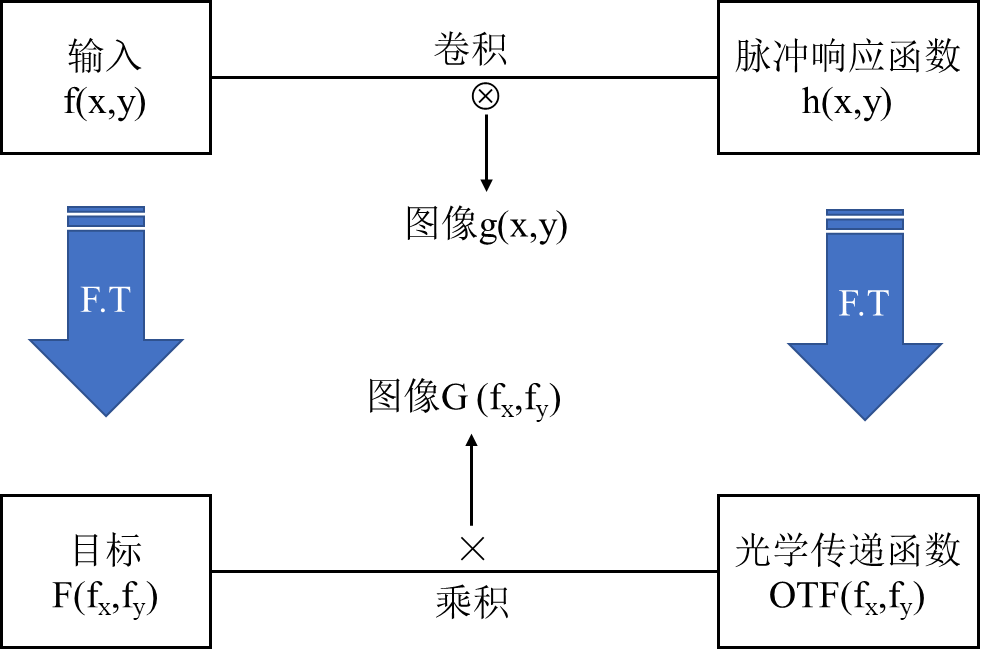

(1).jpg) H(
H( )
).jpg) ,
,.jpg) ,H(
,H(.webp) )分别是
)分别是.jpg) ,
,.jpg) 的傅里叶变换,
的傅里叶变换,.webp) 是频域中沿两个坐标方向的空间频率。函数H(
是频域中沿两个坐标方向的空间频率。函数H((1).webp) )就是光学传递函数(OTF),反映了光学系统对各个频率的传递量。
)就是光学传递函数(OTF),反映了光学系统对各个频率的传递量。.jpg)
.jpg) 即为调制传递函数MTF,而指数部分
即为调制传递函数MTF,而指数部分.jpg) 为相位传递函数。
为相位传递函数。.png)
.jpg)
.png)
.jpg)
.png)
.webp)
.jpg)
.jpg)
.jpg)
.png)
.png)
.webp)
.webp)
(2).webp)
(1).png)
(1).png)
(1).png)
(1).png)
.png)
(1).webp)
.png)
.webp)
.png)
.png)
.png)
.png)
.png)
.webp)
(3).webp)
(2).webp)






.png)
.png)
.png)
.png)
 图1 太赫兹频段示意图
图1 太赫兹频段示意图

 (c) THz发射光谱系统
(c) THz发射光谱系统

 (c) 太赫兹连续波成像系统
(c) 太赫兹连续波成像系统

 (c)太赫兹无损检测
(c)太赫兹无损检测

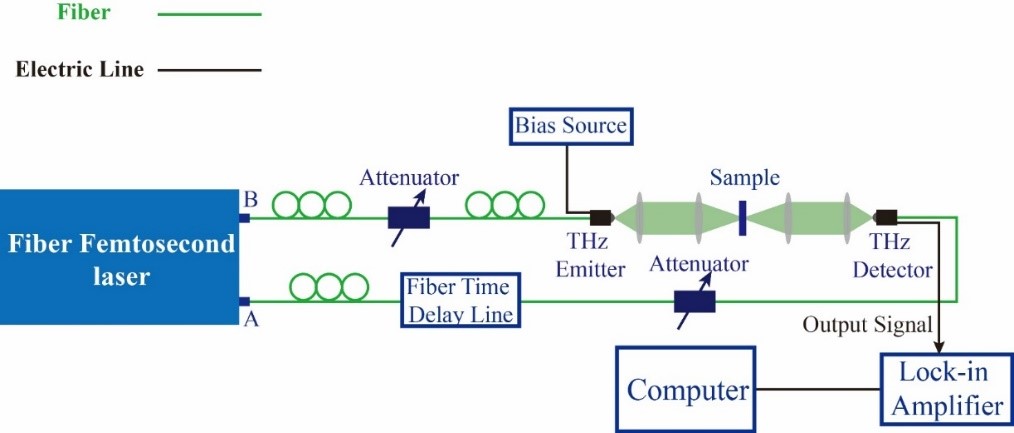



 图6 离轴抛物面反射镜
图6 离轴抛物面反射镜









.png)



.png) ,根据以上数据,可从联合光科非球面透镜产品中挑选出编号为140175的产品满足准直要求。
,根据以上数据,可从联合光科非球面透镜产品中挑选出编号为140175的产品满足准直要求。.png)