光电、交互、材料和光学最新技术
近年来各行业的技术发展之快,如Apple推出的新款iPad Pro采用了Mini LED作为屏幕显示,索尼PS5采用液态金属散热,语音交互控制技术的广泛普及…而灯具作为制造业中的一个受其他领域的高新科技发展影响较大的行业,如果想要预测未来应用在灯具制造的技术趋势,就不得不将目光投向近年科技的更新迭代。
一、光电显示技术Mini LED
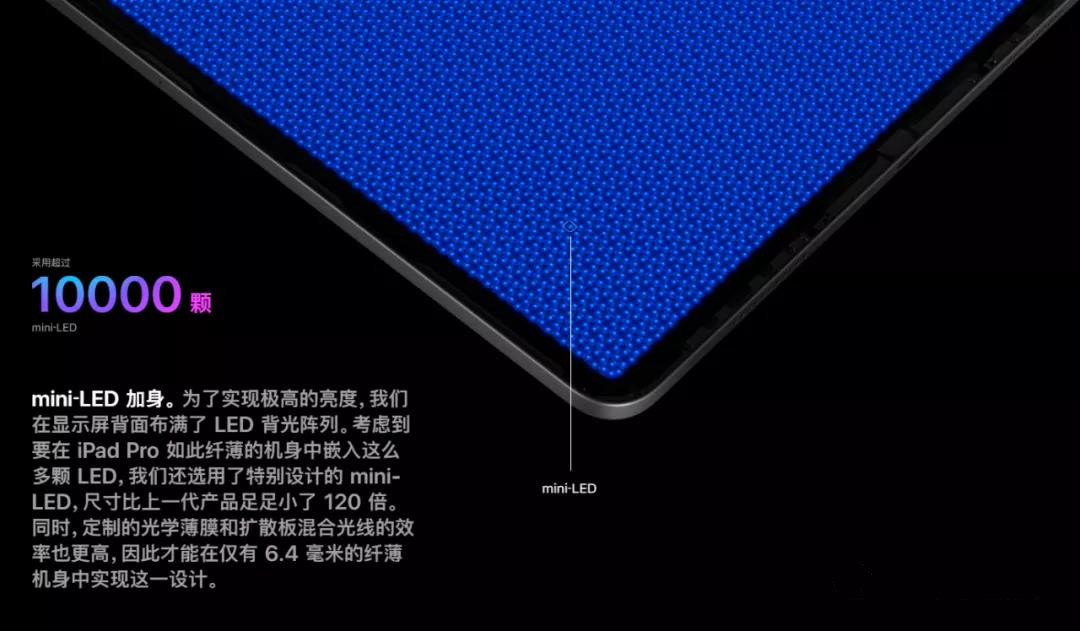
今年4月Apple在春季产品发布会上推出了全新的iPad Pro,其屏幕首次采用了Mini LED,引起了行业的关注。市场分析认为此举可帮助Apple减少对三星OLED屏幕的依赖。那么Mini LED屏幕与主流OLED屏幕、传统LCD屏幕相比有什么优势呢?

Mini LED是采用100微米量级的LED晶体制作的背光模组,介于传统LED与 Micro LED之间。保证了体积小的同时,具有异形切割特性,所以生产难度较低,良率高。
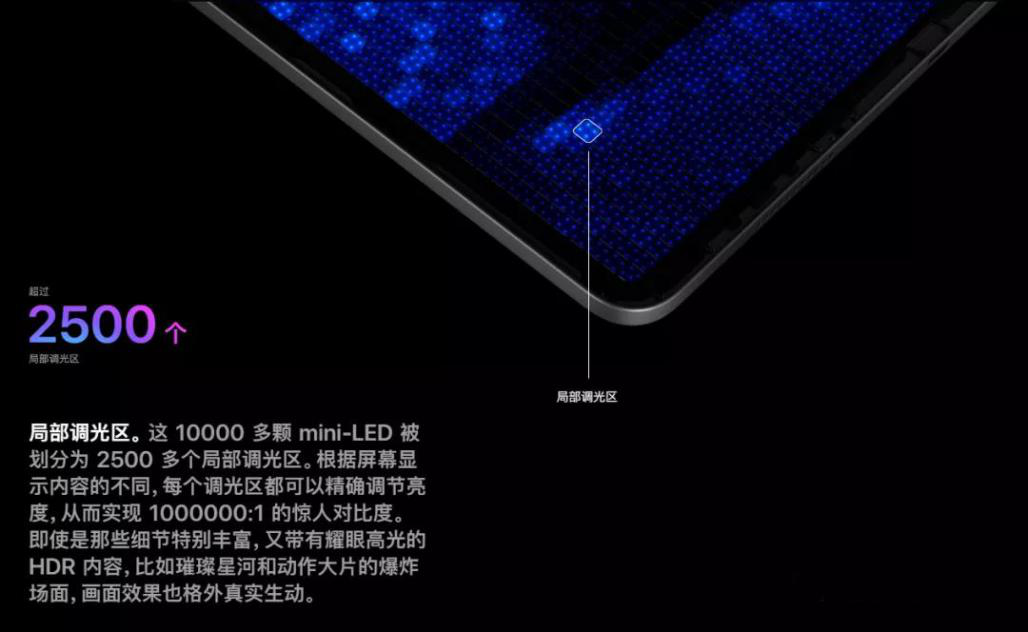
相比LCD,Mini LED拥有更高的屏幕亮度和对比度:结合局部调光,支持单独控制更多的屏幕区域,明暗控制更灵活。
相比OLED,Mini LED在纯黑背景下,可以把分区调暗甚至关闭,获得接近OLED屏幕的对比度;由于采用传统背光层发光,Mini LED并不存在OLED屏幕的低频频闪问题,也不会因为有机材料寿命短,而引起的亮度不均匀和烧屏等问题。
Mini LED是LCD向Micro LED发展中的过渡性技术,目前Micro LED在技术工艺方面还需攻破,如成熟的微缩制程技术和巨量转移技术,因此Micro LED还未能正式商用。未来的光电显示市场,我们将可以看到Mini LED、LCD和OLED各自发展,长期共存。
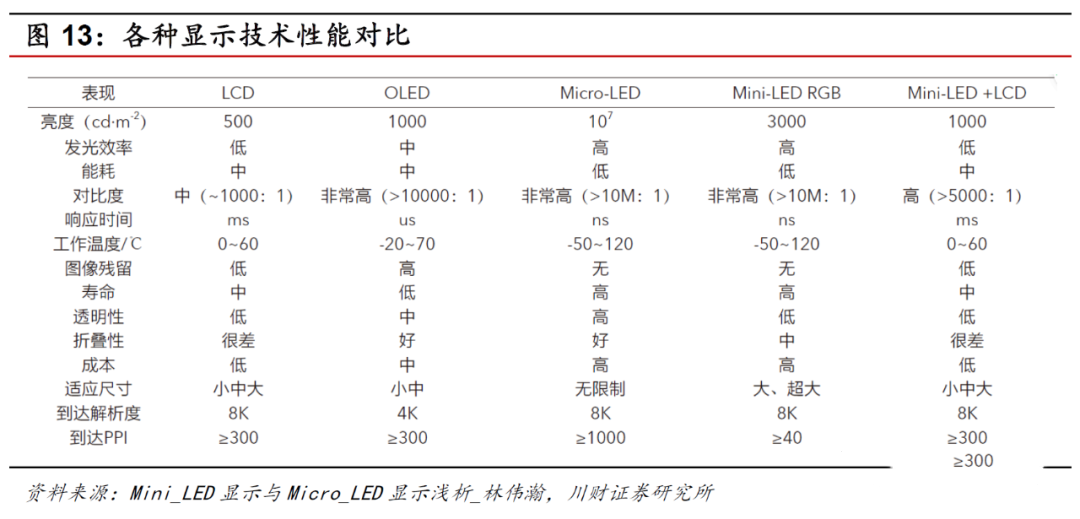
下图为LCD、OLED、Micro-LED、Mini-LED RGB和Mini-LED+LCD的性能对比,感兴趣的朋友可以更加深入了解其发光原理及特性。
二、汽车交互:BMW全息触摸控制
BMW在2017国际消费电子展上展示了HoloActiveTouch 全息触摸控制技术,让人们再次领略未来自动驾驶汽车的内饰。驾驶员和车辆之间建立了一个虚拟的触摸屏:驾驶员可以在自由漂浮的显示屏上用手指手势进行操作,并通过触觉反馈来确认命令。

BMW HoloActive Touch汇集平视显示器、手势控制和直接触摸屏操作的优势,并增加了额外的功能,创造了一种独特的用户交互方式。这是第一次驾驶员可以在不接触任何材料的情况下控制交互功能。

如上图所示,用户可以用张开的手做出的简单手势来激活仪表板中大型全景显示屏上的控制板,而无需触摸控制界面。
画面是如何显示的?与平视显示器类似,全彩色显示器的图像是通过巧妙地使用反射来生成的,呈自由浮动形式,而不是投影到挡风玻璃上。在中控台高度处,驾驶员可以看到控制面板。此时,车内搭载的高灵敏度摄像头可在此检测驾驶员的手部运动,并特别记录其指尖的位置。用户的指尖一接触到这些虚拟按钮,系统就会发出脉冲并激活相关功能。驾驶员的操纵除了会得到视觉、听觉的反馈,甚至能从全息虚拟屏幕上直观的感知到压力反馈,使驾驶者在凭空挥舞手势时同样能得到触摸实体按键的触感反馈。
这种全息触摸控制技术大大简化了驾驶员的操作界面,并且增加了用户交互体验的趣味性。期待不久的将来,这项技术能够实装在更多车系中。
三、智能汽车语音助手
智能汽车市场日渐火热,随着自动驾驶技术的崛起,座舱内的信息层级大爆炸,中控大屏越做越大,交互界面越来越复杂。如何能够让用户快速、便捷地直达所需的功能层级呢?语音指令无疑是一个很好的解决办法。近年汽车厂商都纷纷引入智能语音交互系统,深度理解用户场景并与供应商联合定制。
以小鹏汽车为代表,其智能语音助手小P具有形象自定义和语音指令自定义功能。小P可以成为你想要的样子,如孩子、宠物等。用户还可以自定义语音指令及对应操作,例如:定义指令为起飞,车内可完成座椅躺平、空调最大风、收起后视镜等系列操作。

三、液态金属的散热应用
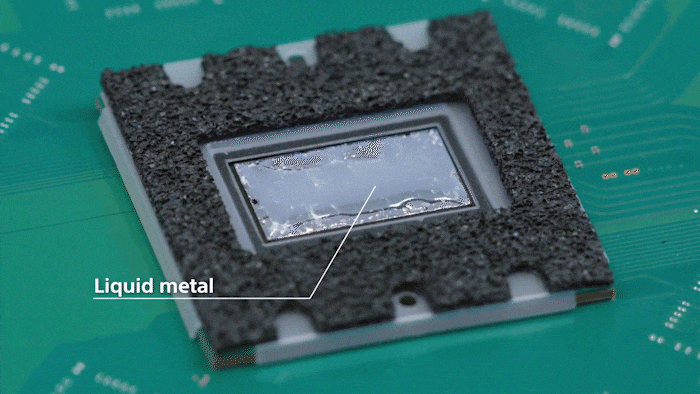
2020年底,索尼互动娱乐(SIE)公布了旗下最新世代的游戏机PlayStation 5。这款产品在设计方面其中一个最大的亮点在于其采用了涂抹型的导热材料——液态金属作为热导体,将主处理器的热量传导到散热片,以实现长期、稳定的高冷却性能。本次对PS5散热设计,成功地让游戏机的生产成本大大降低。

液态金属是指一种不定型金属,液态金属可看作由正离子流体和自由电子气组成的混合物。虽然名称中包含液态,但在常温下其实并不是液态,而是非结晶的固态(又称无定形体),类似玻璃,这样的物质也被称为金属玻璃。
液态金属的基本性能
1、高强度、高硬度,液态金属的强度是铝、镁合金的10倍以上,不锈钢、钛合金的1.5倍以上。在轻合金中,液态金属的比强度(单位密度的强度)也是最高的。
2、极强的耐磨性和耐腐蚀性。
3、液态金属在散热性、电磁屏蔽性方面均在轻合金中出类拔萃,而且在加热条件下不易变形、不易导热。
虽然液态金属导热体有很多优点,但也有很多局限性。比如液态金属具有导电性,要是发生泄漏、流到主板上的话则会导致主板电路发生短路故障。此外,导热体所采用的液态金属对铝会比较活泼,所以也需要与铝材料隔离开。而为了让PS5能够实装液态金属作为散热材料,索尼花费了2年时间,并发明了使液态金属不泄漏的密闭构造的专利设计。
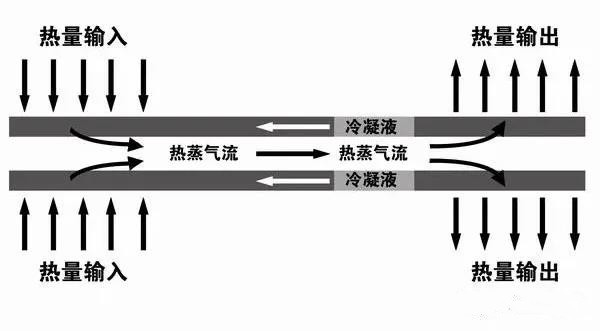
五、热管散热技术
热管的工作原理很简单,热管分为蒸发受热端和冷凝端两部分(具体到产品上,受热端就是和散热器底座接触的部分)。当受热端开始受热的时候,管壁周围的液体就会瞬间汽化,产生蒸气,此时这部分的压力就会变大,蒸气流在压力的牵引下向冷凝端流动。蒸气流到达冷凝端后冷凝成液体, 同时也放出大量的热量,最后借助毛细力回到蒸发受热端完成一次循环。
热管的出现已经有数十年的历史,而在散热领域被广泛采用还是近些年的事,但发展迅猛。小到手机主板、LED灯具、CPU散热器、显卡/主板散热器,大到机箱,我们都可以看到热管的身影。
以戴森Dyson Lightcycle Morph照明灯为例,其使用热管技术有效冷却LED,大大避免光线衰退和颜色的退化的现象,保持照明质量60年,从而能够可靠地调节色温和亮度。

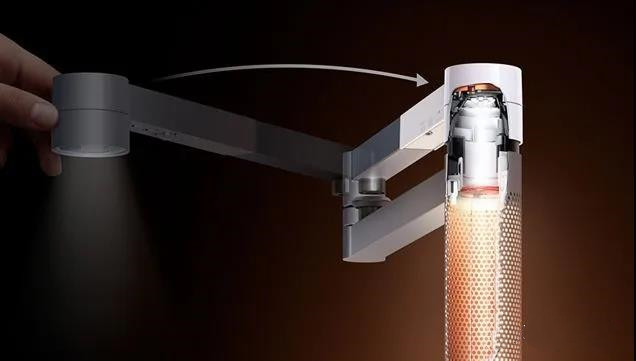
如上图,灯头细节图所示,真空密封铜管通过高效导热体与LED连接,将热量从LED移除走。热管内的液体预热汽化,并在重新液化的过程中沿铜管将热量散发。液体随后通过毛细作用重新回到热源处。这个过程中,LED光源产生的热量能够高效转化。
六、石墨烯散热材料
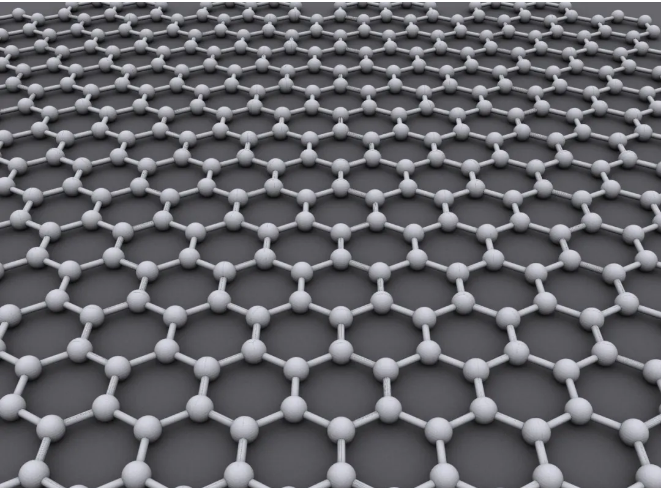
石墨烯原本就存在于自然界,只是难以剥离出单层结构。1毫米厚的石墨大约包含300万层石墨烯。铅笔在纸上轻轻划过,留下的痕迹可能就是几层石墨烯——它是由一层碳原子以六角形蜂巢结构周期性紧密堆积构成的二维碳材料。人们很早就发现了石墨,但直到2004年才发现石墨烯。
石墨烯由碳原子形成的原子尺寸蜂巢晶格结构
石墨烯自从被发现以来,因其优异的性能,在工业领域中拥有极佳的应用场景和无可比拟的地位,被称为“新材料之王”。石墨烯,是已知导热系数最高的材料,其散热效率远高于目前的商用石墨散热片。单层悬空的石墨烯热传导效率高达5300W/(m·k),远远高于传统金属散热材料如铜(约400W/(m·k)) 和铝(约240W /(m·k))。可以说,石墨烯是智能手机等电子产品最理想的散热材料。
由于5G手机功耗大幅增加,需要通过新型散热材料、立体散热设计实现散热性能全面提升,而石墨烯具有导热性能好、快速散热的优点,与导热性能好的热管、VC等新材料搭配,可大大提升5G手机散热效果。各大手机厂商纷纷采用石墨烯导热膜,如小米10 系列手机采用VC + 石墨烯+ 6 层石墨的三明治散热系统、Redmi K30 Pro 手机中采用石墨烯导热膜、三星Galaxy S20 Ultra 采用VC + 石墨+ 高导碳纤维垫片的散热方案、华为P40 pro 则采用VC+3D 石墨烯的散热模组等。

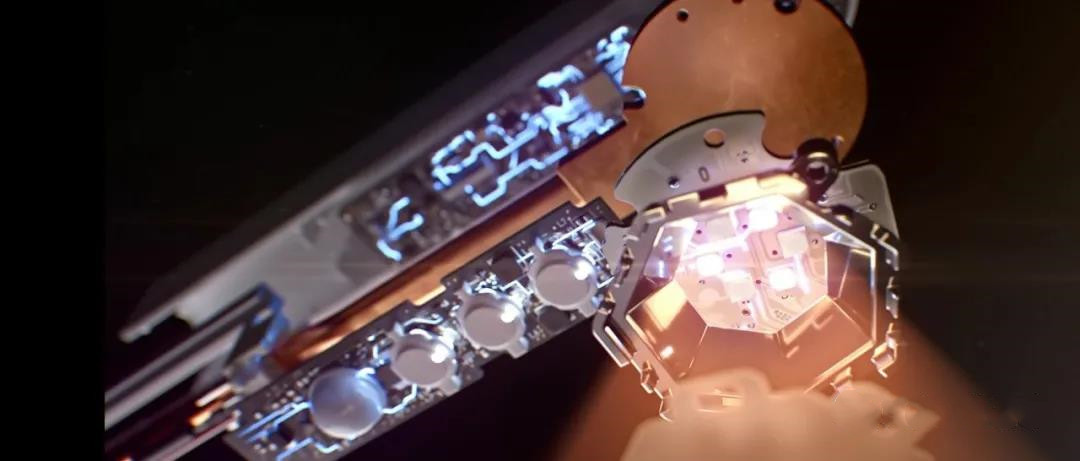
七、小米手机液体透镜变焦镜头
相信各位对液体变焦透镜比较熟悉,Targetti品牌早在2018年法兰克福照明展就曾展出一款液体变焦透镜的灯具。液体透镜的原理是通过改变外加电场来控制液面的接触角以改变液面的形状,实现对焦距的控制。
今年小米宣布MIX系列手机将全球首发液态镜头。小米自研液态镜头让微距和长焦共存成为可能,类晶状体液态结构,通过马达可以精准控制液态球面形态,实现精准快速对焦。同时具备高透光率,超低色散和耐极端环境等特性。

液态镜头最大的利好就是,实现了微距与长焦的共存,这是手机影像发展又一次革命性突破。

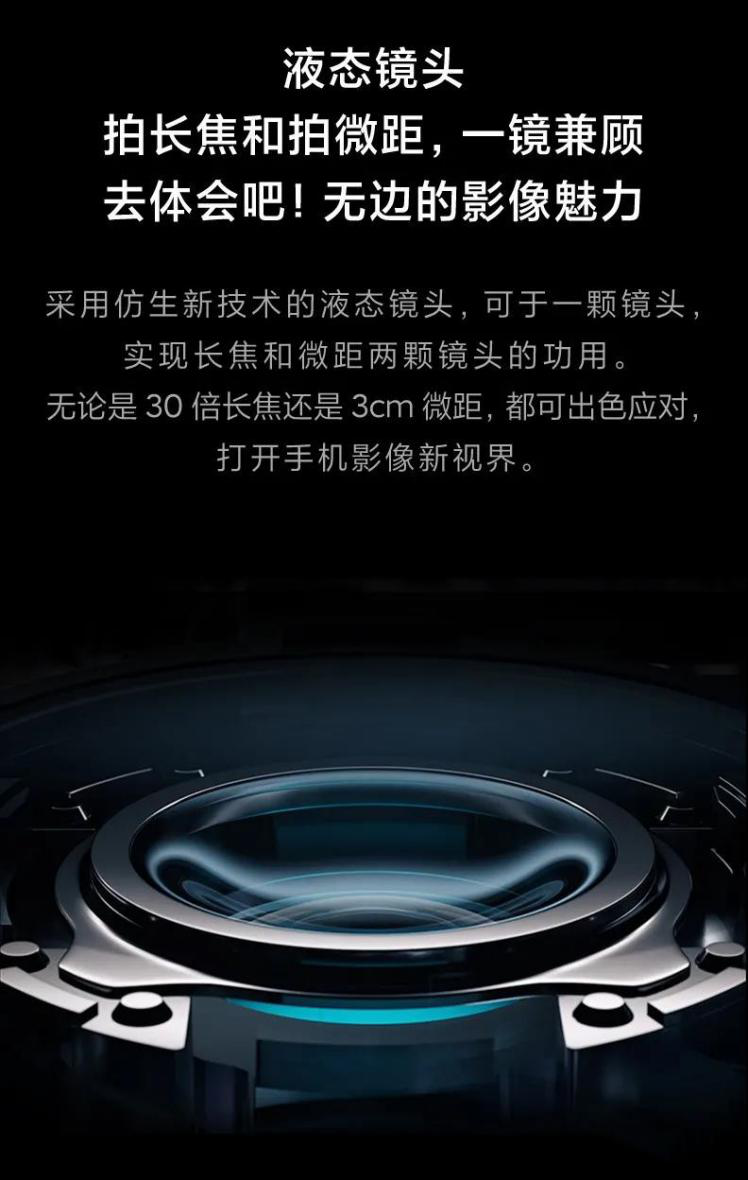
液态镜头的优势
1、体积更小:液态镜头受力后的精细形面变化即可迅速确定焦点,这可以大幅降低长焦微距功能模组的厚度。
2、对焦更快:液态镜头响应时间快,形变速度远比传统光学镜头的机械控制更快,因此可大幅提升对焦速度。
此外,液体透镜还具有高透光率、超低色散和出色的耐极端环境等特性,可以确保稳定持久良好的光学特性表现。














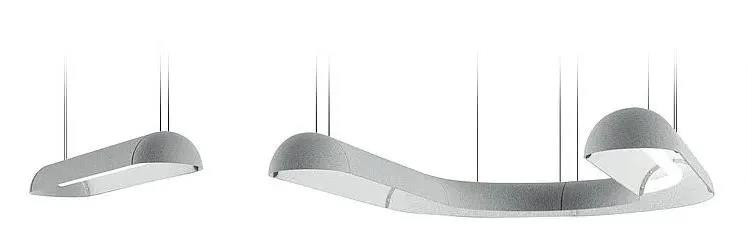


























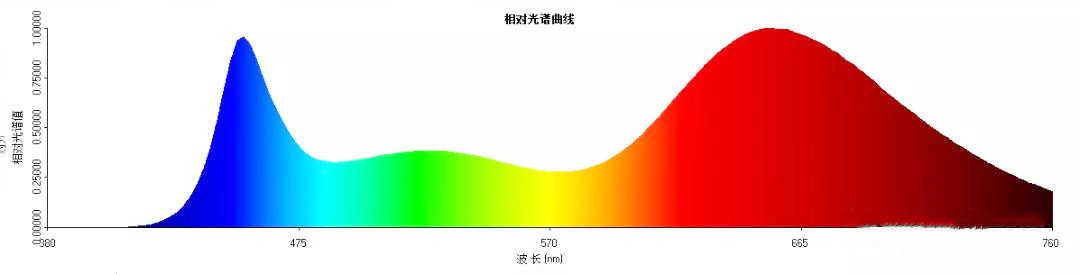

 图9 红木专色的光谱曲线
图9 红木专色的光谱曲线
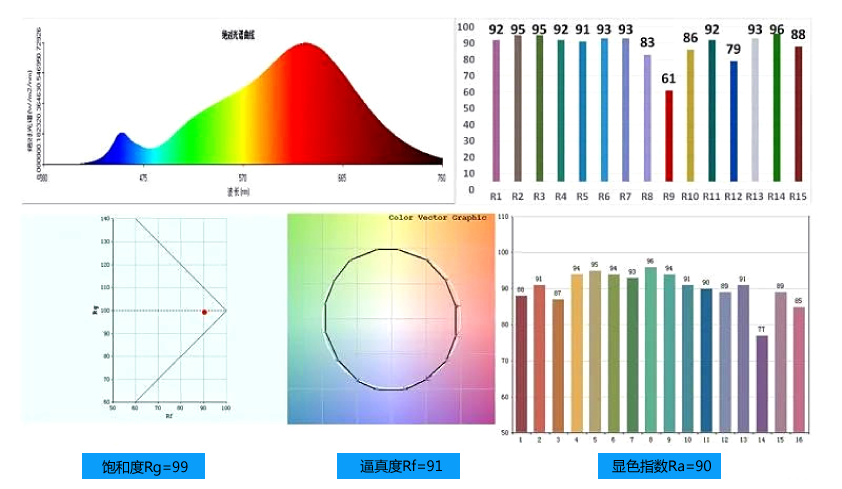
 图13 照明混光混色软件系统(2)
图13 照明混光混色软件系统(2)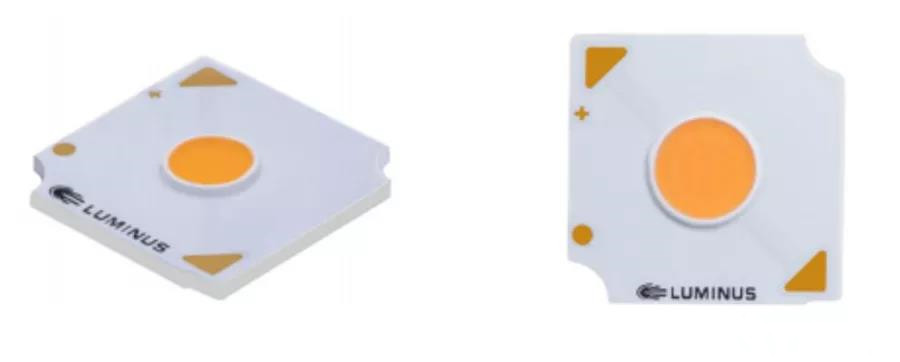
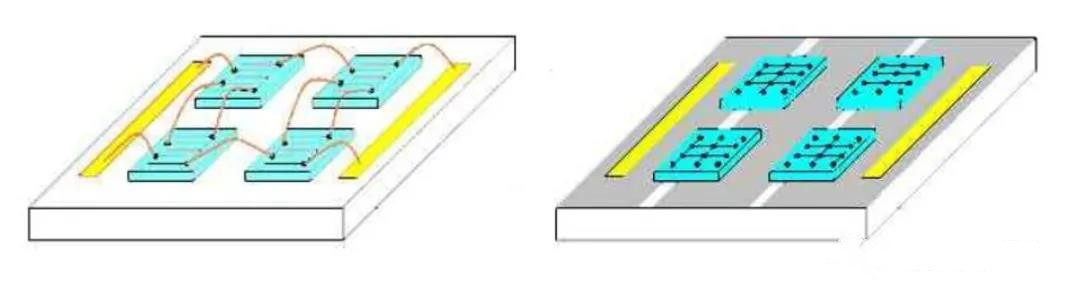
 图15 倒装双色温COB光源
图15 倒装双色温COB光源

















 《气象计划》(The Weather Project)
《气象计划》(The Weather Project)




















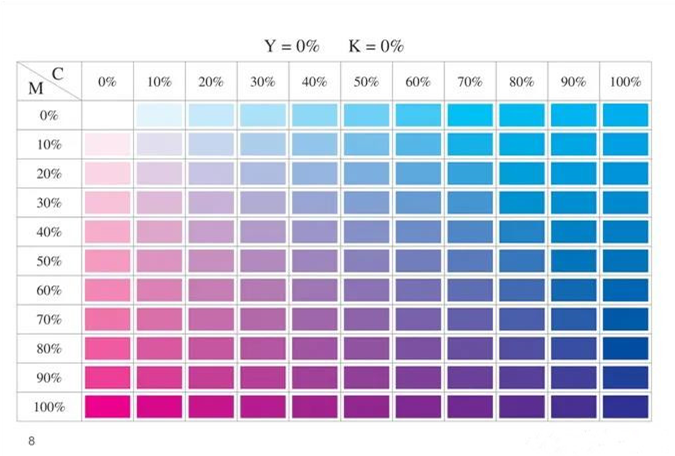
 潘通色卡
潘通色卡  纺织、印染
纺织、印染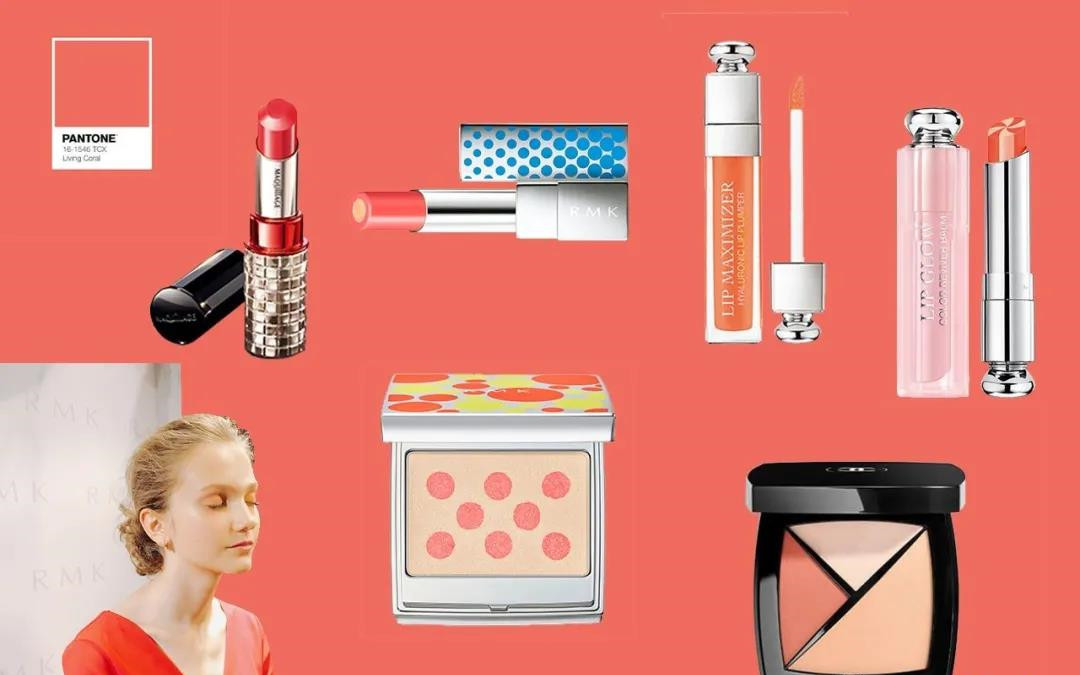
 产品设计
产品设计 平面设计
平面设计 室内装潢
室内装潢

 德国劳尔色卡
德国劳尔色卡 
 金属材料表面处理油漆
金属材料表面处理油漆
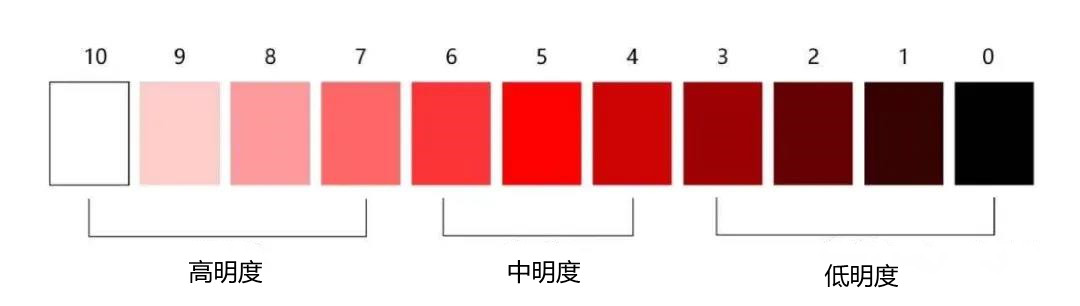
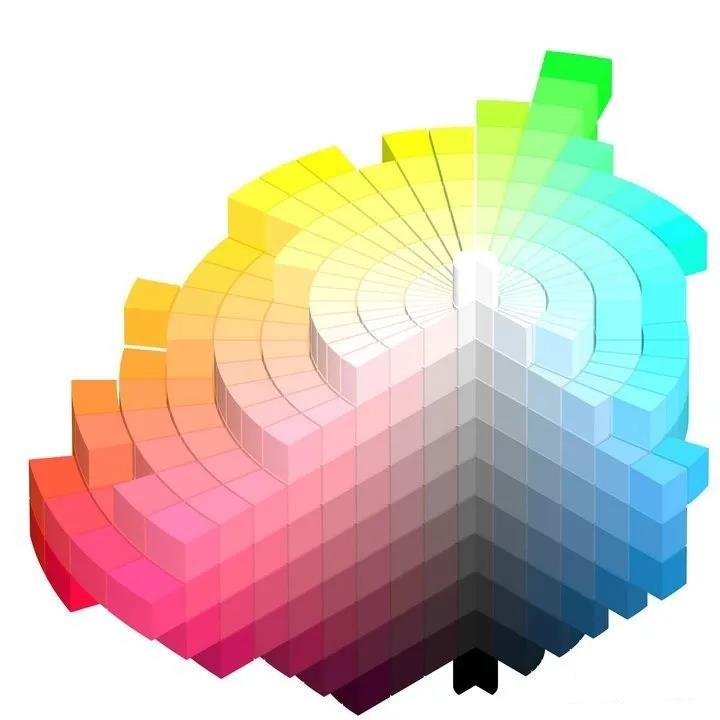
 孟塞尔系统的三个维度
孟塞尔系统的三个维度 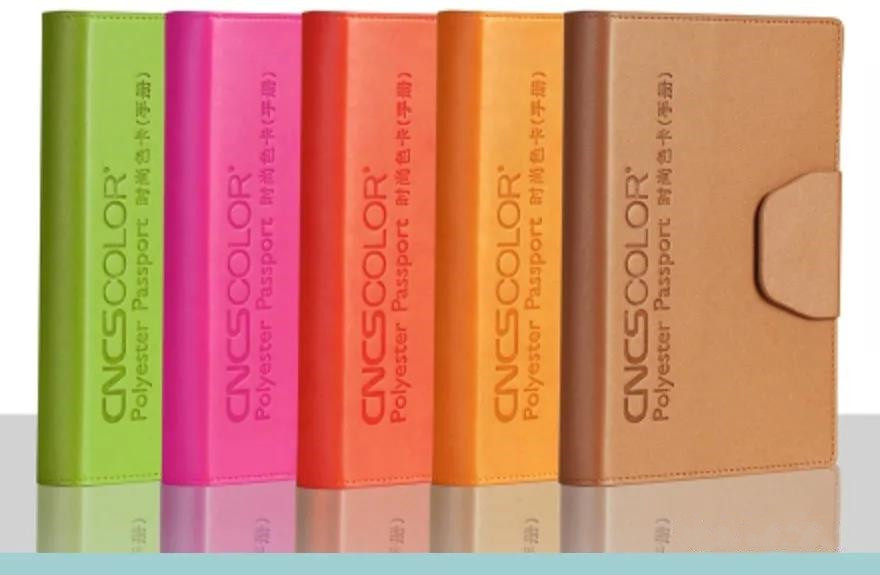

 NCS色彩体系
NCS色彩体系  NCS色彩体系命名规则
NCS色彩体系命名规则