如何定量分析镜头光学性能?
MTF的理解
光学传递函数(OTF)包括调制传递函数(MTF)和相位传递函数(PTF)两部分,其中MTF代表物像频谱对比度之比,表明各种频率传递情况,PTF代表目标物经过光学系统成像后相位的变化。
对于镜头成像质量影响最大的是镜头的分辨率和对比度,两者是鱼和熊掌的关系,提高其一必将降低其二。分辨率和对比度又是一个不可分割的整体,对于一系列的黑白条纹,真正能够分辨开他们的是对比度。假如将黑线变亮而白线变暗,最终将不能再分清线条的存在。换句话说,如果在一张白纸上画一根白线的话,是根本无法分辨的。因为没有任何的分辨率可言。因此,去除了对比度而单独讨论分辨率是没有意义的。
MTF解释了镜头的分辨率和对比度之间复杂的关系,它直接、定量、客观地表述了光学系统的成像质量,是目前公认的分析镜头解像能力比较科学的方法。如图1所示,为典型镜头的MTF曲线,一个理想的镜头能够将通过它的光线100%的传递过去,但是,理想的镜头是不存在的,对于实际镜头,损耗永远是存在的。当从对比度的角度来衡量这种损耗时,它被称为对比度调制度,当测得不同空间频率上的调制度后(比如0-100lp/mm),便得到了镜头的MTF曲线。
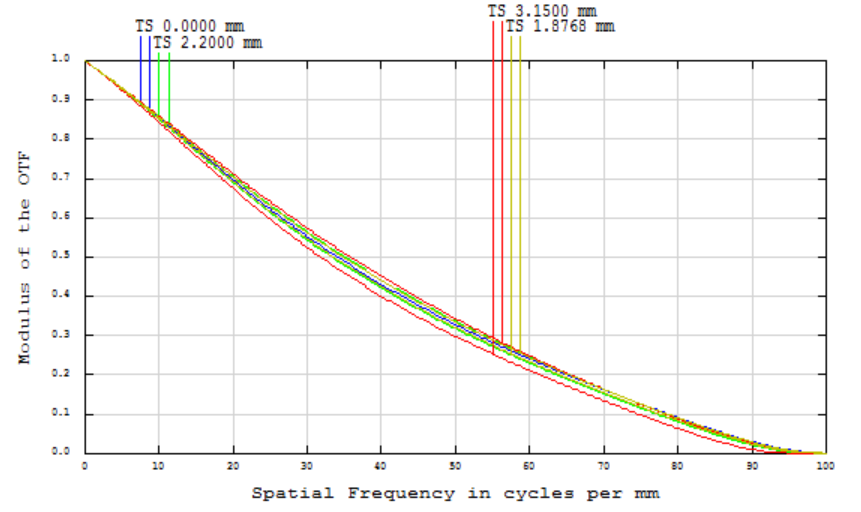
图1 典型镜头的MTF曲线图
MTF曲线在低空间频率处(如5或10lp/mm)的读数代表了该镜头的对比度传递性能;在较高(如40lp/mm)或更高空间频率处的读数代表了镜头的锐度性能,即分辨能力。MTF测量原理
目前像质评价的方法有很多,主要的有星点检验、分辨率测量、阴影法、光学传递函数测量等等。MTF测量法作为评定光学系统成像质量的一种方法,不像目视星点检测和分辨率测量法,测量结果很大程度上取决于观察者的分辨差异,MTF测量法能给出定量的判断;而且,在相同的测试条件下,镜头的MTF可以与设计的MTF或其他仪器测量得到的MTF进行对比,故应用广泛。
光学传递函数的基本理论
MTF的测量是基于传递函数的定义,因此,首先我们先来回顾一下光学传递函数的基本含义。
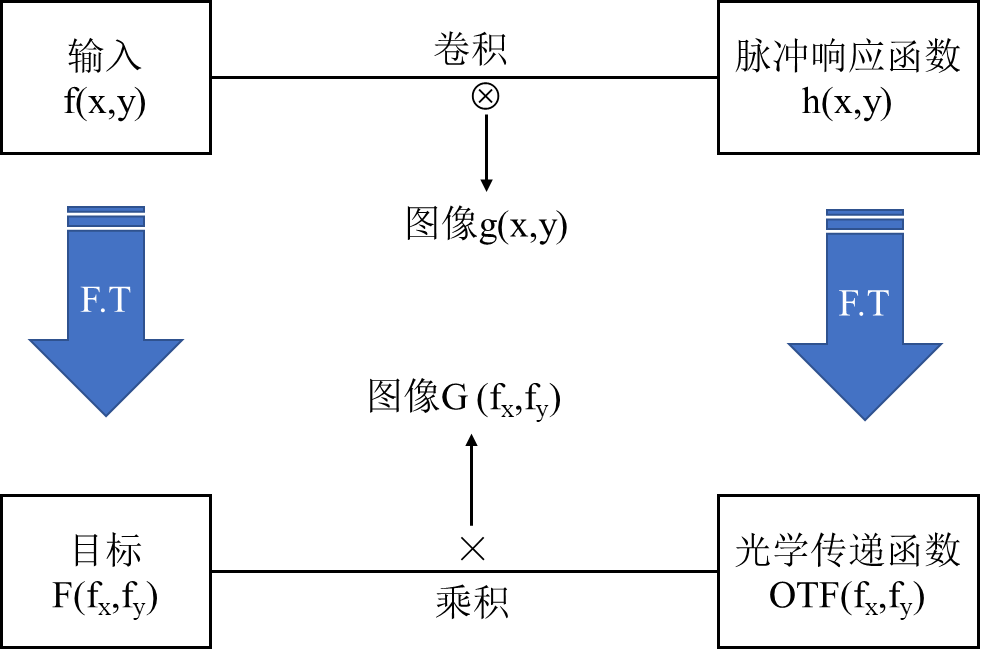
用一个与位置有关的函数h(x,y)来表示脉冲响应的光强分布,用“*”表示成像过程的卷积操作,则一个理想输入f(x,y)经过光学系统成像后在像面的强度分布g(x,y)可以表示成:

对上式两端分别进行二维傅里叶变换,将空域中的信息转换为频域信息,有
(1).jpg) H(
H( )
)
上式中.jpg) ,
,.jpg) ,H(
,H(.webp) )分别是
)分别是.jpg) ,
,.jpg) 的傅里叶变换,
的傅里叶变换,.webp) 是频域中沿两个坐标方向的空间频率。函数H(
是频域中沿两个坐标方向的空间频率。函数H((1).webp) )就是光学传递函数(OTF),反映了光学系统对各个频率的传递量。
)就是光学传递函数(OTF),反映了光学系统对各个频率的传递量。
OTF是一个包括实数和虚数两部分的复变函数,可以写成
.jpg)
其中,实数部分.jpg) 即为调制传递函数MTF,而指数部分
即为调制传递函数MTF,而指数部分.jpg) 为相位传递函数。
为相位传递函数。
以上关系,可以用图3简化表示:
.png)
图2 成像系统输入和输出与光学传递函数的关系
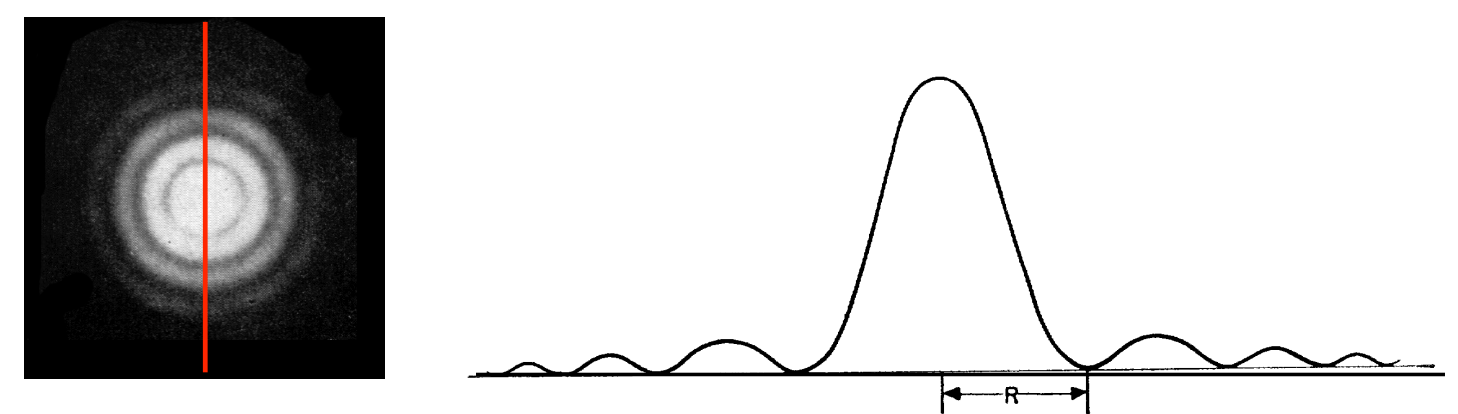
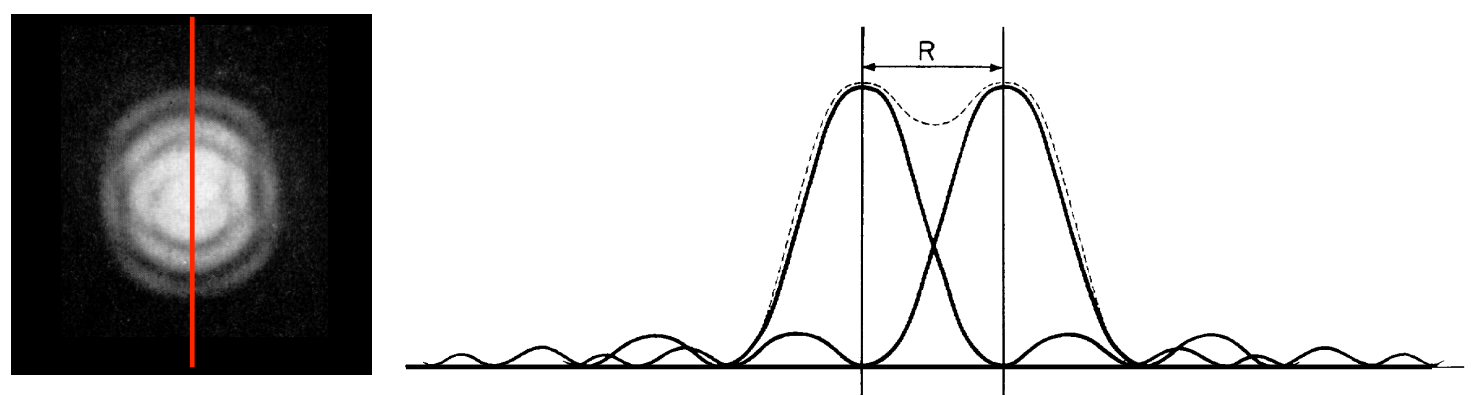
点光源
点扩展函数PSF、线扩展函数LSP、边缘扩展函数ESP是与MTF密切相关的几个重要概念,分别对应测试系统采用点光源、狭缝光源、刃边光源,常用的MTF测试方法也是基于这几个函数之间的关系进行计算。
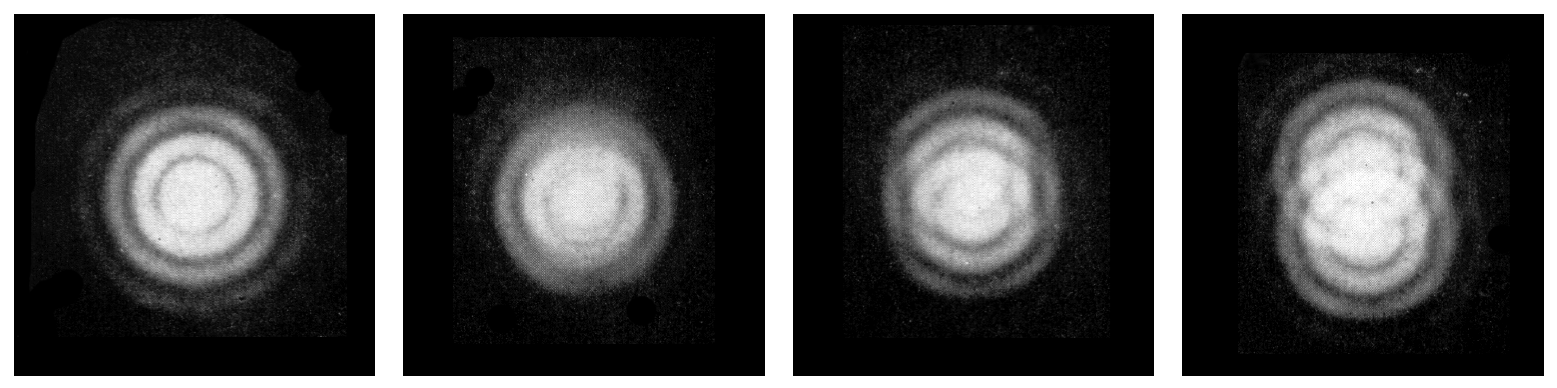
当测试光源为点光源时,一个理想的点光源可以看成在x和y方向上无限小的物体,其能量分布用二维脉冲函数δ(x,y)表示,理想点光源经过光学系统后,由于衍射的限制,所成的像不再是一个理想的点,而是一个弥散斑,称之为星点像。星点像的光强分布即是光学系统的脉冲响应,也就是点扩散函数PSF(x,y),如图3所示。根据上述光学传递函数的基本理论,点扩散函数PSF的傅里叶变换即为光学传递函数OTF,即
.jpg)
.png)
图3 点光源成像过程
狭缝光源
PSF是表征成像系统最有用的特征,也是获取MTF的一种方法,而且一次测试可以同时得到子午和弧矢两个方向的MTF。但在实际应用中,由于点光源提供的能量较弱,而且得到理想的点光源比较困难,进行二维光学传递函数计算较为繁琐,所以很少应用。
常用的方法是利用狭缝像替代星点像,从而获得线扩散函数及其一维方向上的光学传递函数。如图4所示,狭缝光源可以看成是多个不相干的点光源沿y方向排列而成,狭缝光源可以看成y方向为常量,以x为变量的delta函数,可以表示为
.jpg)
.png)
图4 狭缝光源
与点光源类似,狭缝光源通过光学系统成像后,亮度是往两侧散开的,其散开情况取决于成像系统的点扩散情况,线光源上的每个点在像平面产生一个PSF,这些线排列的PSF在单一方向叠加形成了线扩展函数LSF(x),即狭缝像的光强分布,
.webp)
根据系统的线性叠加原理,y为常量的卷积等价于沿x方向的积分,因此,
.jpg)
由傅里叶变换的卷积定理可以得到一维光学传递函数
.jpg)
刃边光源
如果在某些条件下狭缝提供的能量还是不够,那么就需要用到刃边作为光源体,其经过光学系统的二维像光强分布就是边缘扩散函数ESF,可以理解成刃边光源上每条透光带在像的位置产生一个LSF,所有经过唯一的LSF在水平方向互相交叠,累积形成ESF。要从ESF获得MTF,必先对ESF求导得到LSF,
.jpg)
然后由LSF经过傅里叶变换得到MTF。
可以将PSF、LSF、ESF和MTF四者之间的关系用下图概括。
.png)
图5 PSF、LSF、ESF和MTF四者之间的关系MTF测量仪光路
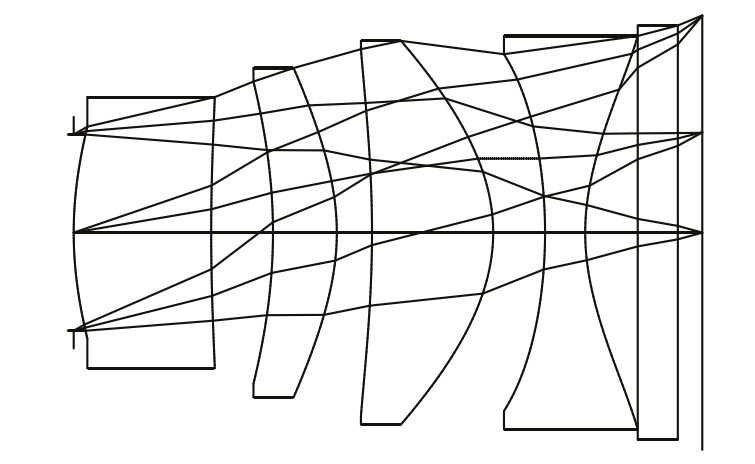
下图为典型的MTF测试系统,主要包括光源、基于离轴抛物面反射镜设计的平行光管、目标物(点、狭缝、刃边)、被测系统、大数值孔径的平场复消色差显微镜、CCD及图像处理系统、运动导轨及控制系统等。
.png)
图6 典型MTF测试系统图
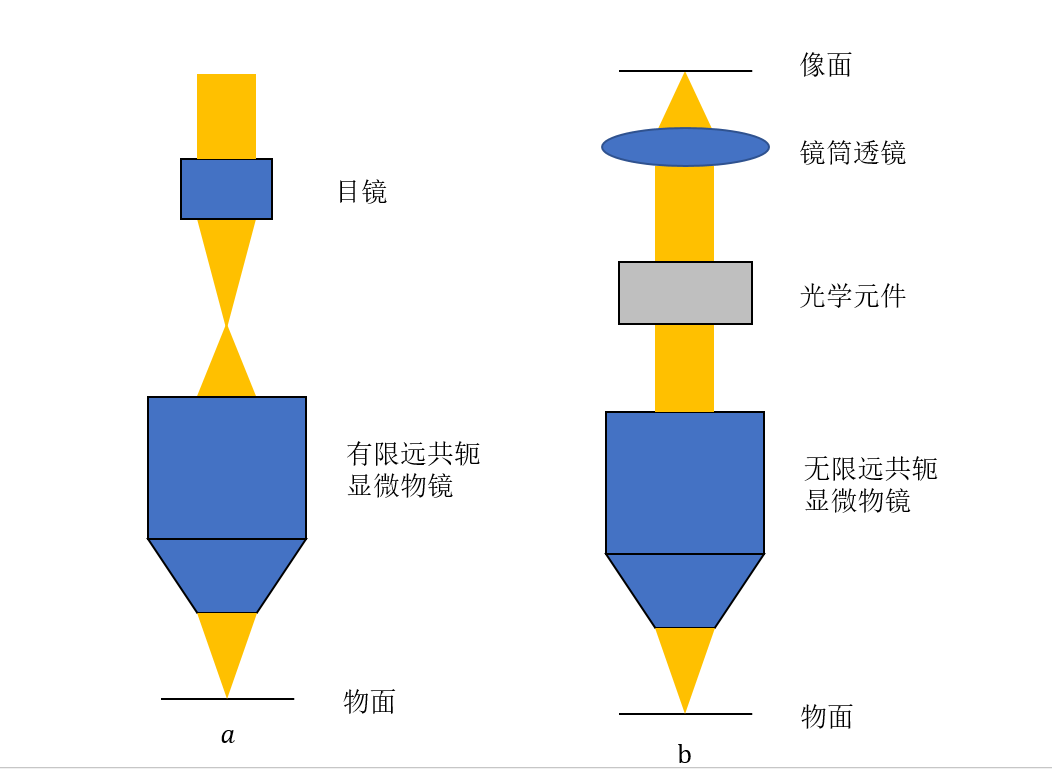
以点光源为例,点源目标经过被测透镜后形成艾里斑,由于点光源成像后的图像非常小,如果采用CCD直接采集点光源的成像,不利于图像的分析处理,会降低系统的测试精度。因此,在CCD采集图像之前,利用大数值孔径平场复消色差显微物镜将光斑放大汇聚在CCD上。通过图像采集卡将图像传至计算机,形成数字图像。图像处理系统读取图像沿艾里斑直径方向上像素点的灰度值,可以将每行像素点的灰度值数据作为所测得的光通量,用得到的光强分布结果求解光学传递函数。MTF测量仪产品
联合光科可为您提供德国TRIOPTICS GmbH公司设计的Image Master®系列光学传递函数测量仪可测量绝大多数光学元件、光学镜头和光学系统中所提到的参数。以Image Master®HR MTF测量仪为例,Image Master®HR是Image Master®光学传递函数测量仪系列产品中的高端产品。
.webp)
图6 Image Master® HR系统结构示意图
Image Master® HRMTF测量仪主要结构如图6所示,采用立式结构设计,整体结构紧凑一体化,维护保养方便,特别适于手机镜头、数码相机镜头、车载镜头、CCTV镜头等小口径透镜或镜头小批量、高精度的研发和量产应用。可测量光学参数包括镜头的有效焦距EFL,轴上光学传递函数MTF,轴外光学传递函数MTF,离焦光学传递函数MTF,相位传递函数PTF,畸变,色差,像散,视场角,相对透过率,线扩散函数LSF,主光束角度,相对照度和场曲等。
ImageMaster® HR MTF测量仪主要参数如下:
表1 ImageMaster® HR MTF测量仪参数表
| ImageMaster® HR主要参数 | ||
| 系统配置 | 无限-有限共轭系统 | 有限-有限共轭系统 |
| 样品焦距/放大倍率范围 | 0.5-100mm(可扩展至150mm) | 0.001-0.5 |
| 视场角 | ±105°(可扩展至±110°) | ±40°(可扩展至±70°) |
| EFL/放大倍率测量精度 | ±0.2% | ±0.001 |
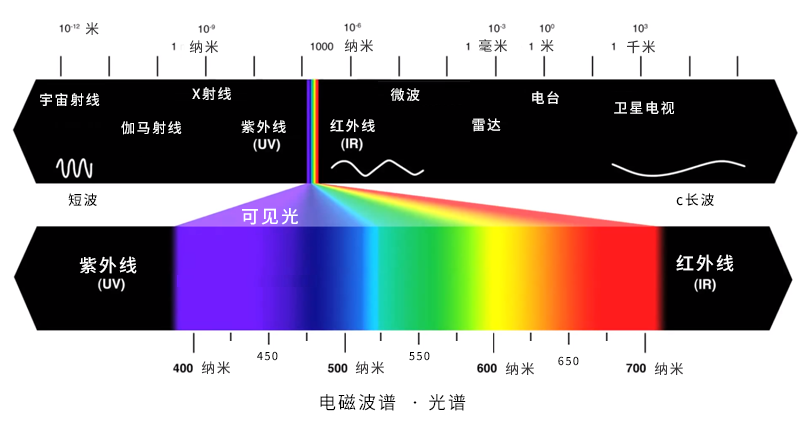
| 光谱范围 | VIS(450-750nm)、NIR(750-1000nm) | |
| 最大通光口径 | 45mm | |
| MTF测量精度 | ±0.02MTF(轴上)、±0.03MTF(轴外) | |
| MTF测量重复性 | 0.01MTF | |
| 空间频率 | 0-500lp/mm | |
| 样品承载重量 | 2kg | |
| 测量方位角 | 360° | |
| 测量模式 | 全自动 | |
根据用户在不同场景的需求,可选配不同的测量模块,也可分为研发型,紧凑型,红外光学测量仪,高精度温控型,工业型,多视场型,VR镜头光学参数测量仪。
.webp)
(2).webp)
(1).png)
(1).png)
(1).png)
(1).png)
.png)
(1).webp)
.png)
.webp)
.png)
.png)
.png)
.png)
.png)
.webp)
(3).webp)
(2).webp)






.png)
.png)
.png)
.png)
 图1 太赫兹频段示意图
图1 太赫兹频段示意图

 (c) THz发射光谱系统
(c) THz发射光谱系统

 (c) 太赫兹连续波成像系统
(c) 太赫兹连续波成像系统

 (c)太赫兹无损检测
(c)太赫兹无损检测

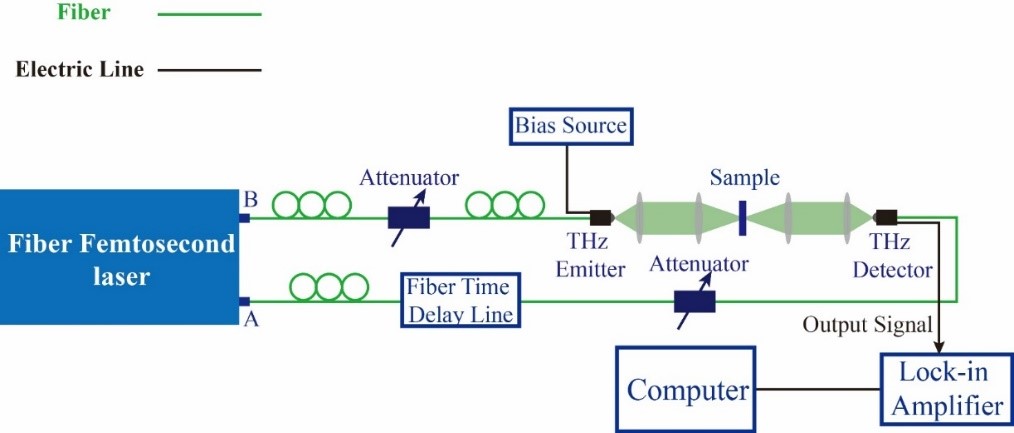



 图6 离轴抛物面反射镜
图6 离轴抛物面反射镜









.png)


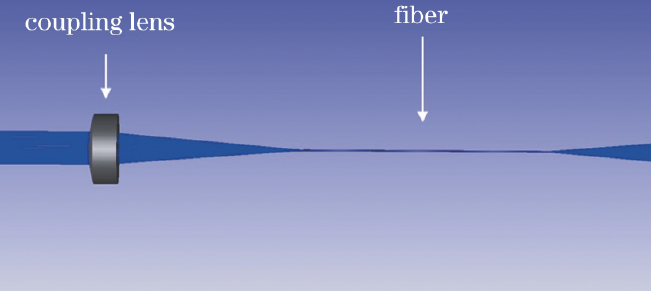
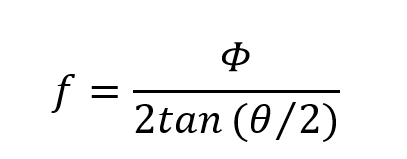

.png) ,根据以上数据,可从联合光科非球面透镜产品中挑选出编号为140175的产品满足准直要求。
,根据以上数据,可从联合光科非球面透镜产品中挑选出编号为140175的产品满足准直要求。.png)
.png)
.jpg)
.png)
.png)
.png)